Member postings for JasonB
Here is a list of all the postings JasonB has made in our forums. Click on a thread name to jump to the thread.
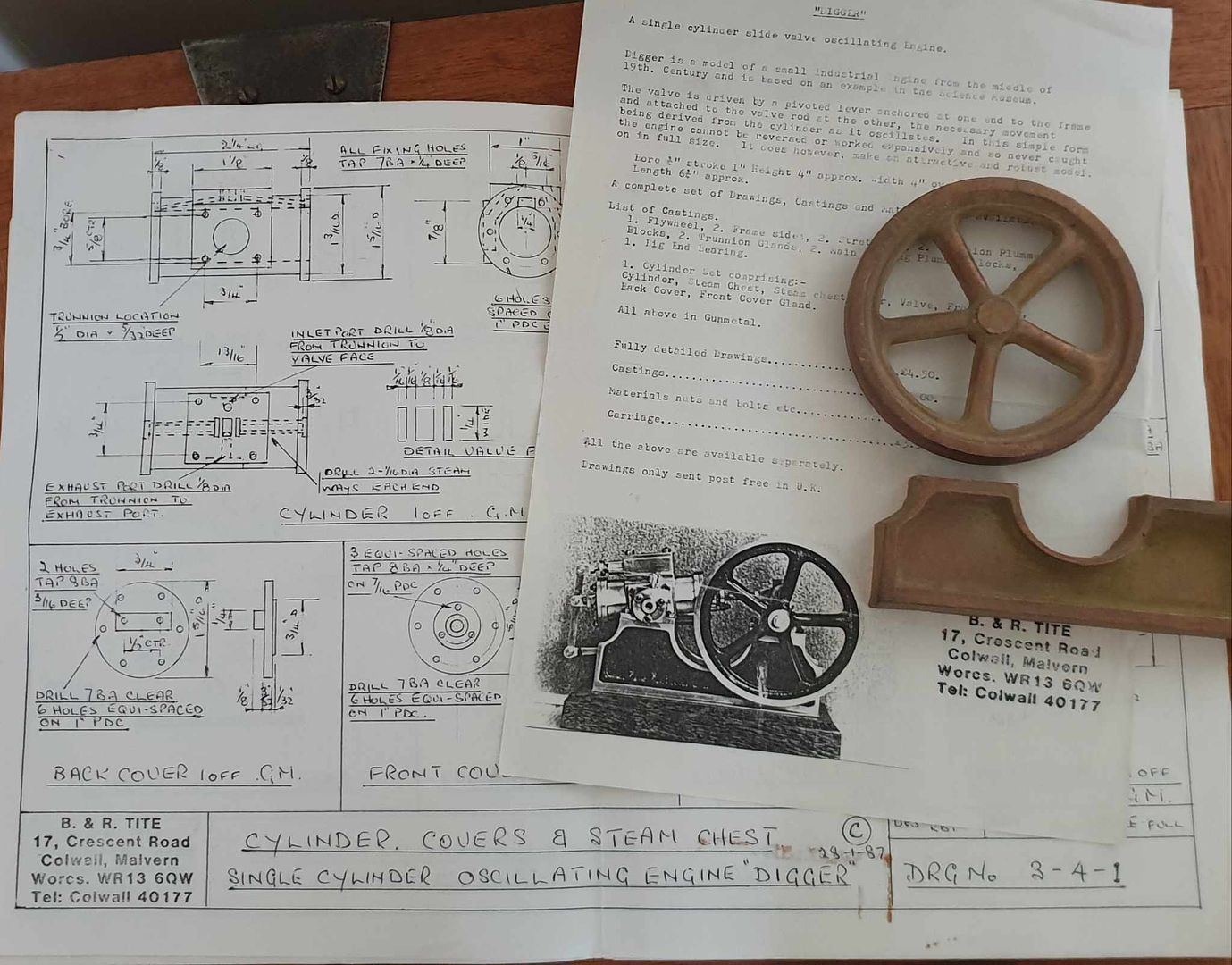
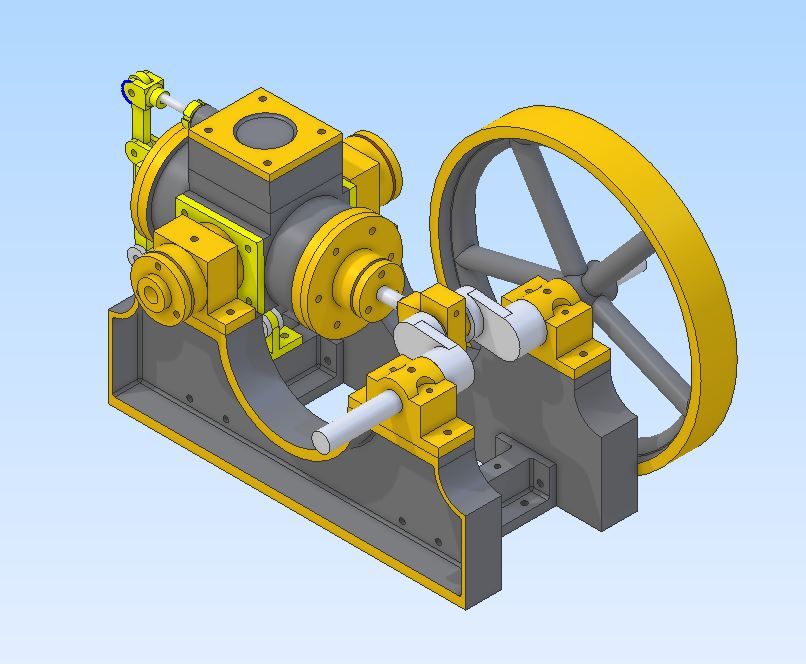
| Thread: Digger |
| 26/09/2023 18:58:58 |
I'm not sure it is any better than an eccentric driven slide valve, if anything it is a bit more restricting as you can't alter the timing by moving the eccentric on the crankshaft. There are quite a few different arrangements for operating the slide valve with the links in various places relative to the cylinder's point of rotation but I've not seen many with this particular one. I would think it is better than an oscillating engine where the valve arrangement is done by positioning holes in the two faces where cylinder meets trunions as it is easier to seal the shaft of the trunion and not have to worry about the flat faces. As oscillator is also generally a shorter engine than one with trunk or bar guides for the cross head and a separate conrod but a bit harder to construct as the trunions need to be perfectly square to the cylinder/piston rod. Edited By JasonB on 26/09/2023 18:59:59 |
| 26/09/2023 18:29:32 |
Firstly I must say sorry to all those who eagarly clicked on the thread title that were looking forward to another off topic gardening thread |
| Thread: Bolt or screw? |
| 26/09/2023 18:23:50 |
As Bill says I term a bolt as having some plain shank under the head, a screw is threaded for it's full length. UN threads below 1/4" use the number system as the increments become smaller than fractional equivelents |
| Thread: Solid Edge guru needed |
| 26/09/2023 16:53:46 |
It's the same, just ignor the third dimension. 9.3mm up in Z and 3.68 in X. Alibre puts it in the same position and if I extrued equally either side of the sketch it just gives the Y position as zero |
| Thread: Wrapping a swept profile around a cylinder in Alibre Atom |
| 26/09/2023 16:35:21 |
I've been able to get rid of that now by sketching the helical cut on a different plane |
| 26/09/2023 15:44:20 |
David, I may be possible with a bit more work or positioning the sketches differently but I was getting a "step" in the bottom of the groove where the straight one met the helical.
By effectively filling the bottoms those steps become part of the solid
Yes I created a plane at the end of the first angled cut then projected the sketch to be extruded for the next part. |
| 26/09/2023 14:50:19 |
Here is a rough one done as described above, the three angled parts of the slot are helical cuts, the rest a revolved cut. Fillets added to internal and external corners though the external need looking into some more a sthey are not right. All options that are available in ATOM. I suggest making the groove deeper than needed and then extruding a solid cylinder to bring the bottom out to the correct depth. Pitch of the helical cuts needs to be pi x outer diameter assuming 45deg angles. When sketching the rectangle for the helical cuts make it 1.404 times the width of the straight groove again assuming 45 degree angles. I simply used 14mm and 10mm in the example and a 100mm dia with 314mm pitch to the helix Edited By JasonB on 26/09/2023 14:54:19 |
| 26/09/2023 14:21:45 |
A work around in Atom would be to treat each part of the groove as a separate operation applying different cuts to each. The main straight groove could simply be sketched onto a plane and then cut. The ones where the grove runs at an angle would need to be done with a helical cut for each angle so you would need to do that in three operations. Once you have these done then as David says add the fillets as a separate item. |
| Thread: Copper tube |
| 26/09/2023 12:37:44 |
Although the mamods run at a low pressure they struggle with the skin off a rice pudding so as Noel says what do you want to use the boiler for, little point in making a low pressure one if it won't run a wobbler than has been built a bit on the tight side. Or you overheat and melt the tube while trying to learn how to solder. The thicker walled tube of known parentage will not be a big percentage of the overall cost by the time you have added in silver solder, the other tubes and platework and your time. Even less if you only have to make the one boiler not two. |
| 26/09/2023 10:40:23 |
Watch what you are buying on e-bay a lot of the 108mm tube will be "plumbing black lable" which at 1.5mm wall is getting quite thin for a boiler assuming that is what you intend to u yellow gaugese it for. And the thinner wall will obviously affect the price as you will be getting less copper than say 10swg wall tube.
Edited By JasonB on 26/09/2023 10:42:09 |
| Thread: Parallel Reamers? |
| 26/09/2023 06:53:46 |
Mine are mostly ARC with a couple of YG-1 for the smaler sizes ARC don't do. |
| Thread: Indexable tooling confusion |
| 25/09/2023 20:25:00 |
Negative geomerty really applies to HSS tooling, the CCGT inserts are positive and cut brass and other non ferrous materials very well. Try ARC or APT These will fit your existing holder |
| Thread: Broken toolmakers clamp. |
| 25/09/2023 19:28:19 |
I'll see if I still have the broken bits in the morning. |
| 25/09/2023 18:49:45 |
I've found they snap at the side of the hole long before there is any sign of bending. Though the one I made at school is still going strong, just a couple of bought cheapies that are in bits now. Edited By JasonB on 25/09/2023 18:50:39 |
| Thread: Parallel Reamers? |
| 25/09/2023 18:33:28 |
I almost always use machine reamers these days with plain shanks they will ream to within about 1mm of the bottom of a blind hole |
| Thread: MEW subscription renewal cost |
| 25/09/2023 18:29:34 |
I thought it was hidden surcharges that often got applied at the last moment before checkout that were banned. By making it obvious from the start that they will charge you more to cover their costs that is not breaking any rules. |
| Thread: Touchdown, new toy has arrived. Warco WM290V |
| 25/09/2023 14:20:50 |
The way to measure the tool size is to put the MT4 centre into the headstock and then measure from th ebottom of the slot in the toolpost to the point of the ctr and that will give the maximum height you can fit If using insert tools sometimes it may pay to come down a size so you can use smaller inserts which works out a bit cheaper so a 10mm sq shank would tend to take CCGT 06 but a 12mm sq shank CCGT 09. Ditto with HSS as it is a lot easier to grind the smaller sizes rather than the max and you will only really need the max shank if you have excessive tool overhang. I mostly use a mix of 8 & 10mm on my 280 which suits the work I do. |
| Thread: DROs etc |
| 25/09/2023 13:53:56 |
I did search for it yesterday and found it fairly quickly. |
| 25/09/2023 11:11:36 |
| Thread: Touchdown, new toy has arrived. Warco WM290V |
| 24/09/2023 18:50:04 |
Make sure the gear cover on the left is making proper contact with the interlock switch, the metal tab can get bent. Also the big red safety switch on the left needs to be pulled out and rotated to activate it Edited By JasonB on 24/09/2023 18:51:14 |



Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!