Member postings for Dave S
Here is a list of all the postings Dave S has made in our forums. Click on a thread name to jump to the thread.
| Thread: Square block with round steel balls inside |
| 17/10/2020 16:53:41 |
My father has such an Ivory Puzzle ball. I think it came from China, but my family has some connections with India, so maybe it’s from there. Dave |
| Thread: piercing saw |
| 17/10/2020 16:51:51 |
Whilst I have an adjustable frame I have never felt the need to adjust it. Quality blades do make a difference. I’m currently using Super Pike from Cookson Gold for most things. Their platinum blades hold up better than normal ones for stainless and shin steel. Dave |
| Thread: Oouch hot fingers |
| 01/10/2020 12:52:51 |
For the original question: I hold the blank in mole grips. As for the dip in water or you’ll ruin it: Rubbish. The “to hot to hold” temperature is around 50C IIRC ( Had to research this for a product at work) Way less than HSS annealing temps. If you can get a HSS blank to annealing temps and hold it there on an offhand grinder then I’ll be amazed... I used to grind slow and dip when I started, but then I gave it some thought. Try abusing a piece of HSS - I have and it’s still as hard with blue temper colours on it. Most of my HSS tools have some tempering colour on them. if you want a really sharp tool then grind it hard and fast, then hone it on a diamond bench stone. You’ll be making chips faster than the fussy man (it’s usually a man) who will still be faffing to not over heat his HSS. One problem is that Starey et al were writing before HSS was commonly used in the home workshop. Sure if you grind a silver steel or carbon steel tool to blue you have drawn the temper and it won’t be as hard. Dave
|
| Thread: Making a pinion with a fly cutter |
| 21/09/2020 19:15:51 |
If you are losing the edge on your cutter rapidly that suggests either the heat treat was not good or you are running it too hard and this drawing the temper, which leads to softening, which then rubs and heats and so on in an unfortunate feedback loop. Are you using cutting oil? How fast are you turning the tool and what feed rate? Dave |
| Thread: Best way to remember Mill movements when turning hand wheels |
| 17/09/2020 07:55:43 |
It becomes second nature after a period. Im not sure right now (at work) which way turning does what, but I know if I’m stood in front of my machines I can “just” use them. This became very obvious when I bought a cheap x-y table to make a cutter grinder. Dave |
| Thread: Best way to keep nuts tight (ha ha) |
| 03/09/2020 21:17:14 |
The quill stop on my TOS just used 2 "nuts", which you lock together using finger pressure. They are about 1" diameter and knurled, not plain hex nuts. Dave |
| Thread: Grinding my own external grooving cutter |
| 30/08/2020 13:10:55 |
You can get away with a whole lot less side relief than shown. The front face can be nearly vertical. Dave |
| Thread: Tapered Square metal punch anyone? |
| 22/08/2020 20:16:05 |
Click spring over on YouTube has a video showing how: Seems fairly straightforward Dave |
| Thread: Is a drip feed coolant advisable |
| 01/08/2020 08:58:25 |
Don’t think I’ve ever used coolant on my Unimat. To clear swarf I keep a value tooth brush with each machine.
Dave |
| Thread: Change chuck on a seig c0? |
| 31/07/2020 14:05:50 |
On my Unimat 4 (essentially the same) I open the belt guard and hold the pulley whilst unscrewing it. There is a cross hole in the back of the spindle you can use to stop the spindle rotating of a gorilla has screwed on your chuck. In that case an adjustable spanner on a chuck jaw and a pin punch through the hole would do the job
Dave |
| Thread: Hardening EN8? |
| 30/07/2020 22:01:53 |
I thought the point of filing buttons was that they were dead hard and so the file just skated over them? Dave |
| Thread: Shellac questions |
| 30/07/2020 17:39:53 |
Try holding a relatively long thin (say 0.5-1mm diameter and 10-15mm long) part to work on the end with superglue. With shellac you can drill a hole, fill it up, warm it and then insert the part. As with most things tool related it’s having the knowledge of the easy way which makes life simpler.
Dave |
| Thread: Static balance gadget |
| 28/07/2020 19:35:40 |
I made the ends of my grinding wheel balance arbour the size of the largest bearings I had hanging around, IIRC they were about 15mm ID/30mm OD I flushed out the bearings with wd40 to remove all the grease and then set them into v blocks. Can you make the ends of your arbour small and do a similar thing? Dave |
| Thread: Part breakout /fixturing |
| 03/07/2020 21:54:29 |
Evening all, Now my CNC has potential to work nicely I'm thinking about making things I will be making some small watch parts, mostly 2d in general shape. I think I can effectively cut these out of sheet stock, but what's the best way to fixture it? Additionally what do you do to prevent the part breaking out and jamming/snapping the end mill. For general size the would be parts that require 1mm or smaller endmilll to get into internal radiuses, and typically 1mm or so thick. I occurs to me that I could use (say) 1.5 mm gage plate,surface the top by 0.25, cut around the part leaving 0.25mm bottom stock. Then fill the "gutter" with shellac and flip over, probably on my surface grinder to remove the 0.25 left. Any better techniques? Dave |
| Thread: Measuring Gears (including pressure angle) |
| 03/07/2020 16:52:43 |
Another method, assuming involute teeth: Take some plasticine or other softish clay like material, create a small block on a flat surface and then roll the gear over it. The matching rack form is then created and the pressure angle can be measured directly with a protractor from the sides of the flanks. Dave |
| Thread: 2mm endmill help |
| 01/07/2020 13:52:54 |
I stuffed the endmill into the collet further - as I could do now its ER16. This spindle is loads quieter, both cutting and idling. I'll run the job from scratch once the bearings are sorted, but I am also interested - that should allow me to tune which is where I started this whole thing. Dave |
| 01/07/2020 13:03:59 |
Good news!
As it was all looking good I even went and sat in the garden with a beer, keeping an ear out for the noise.
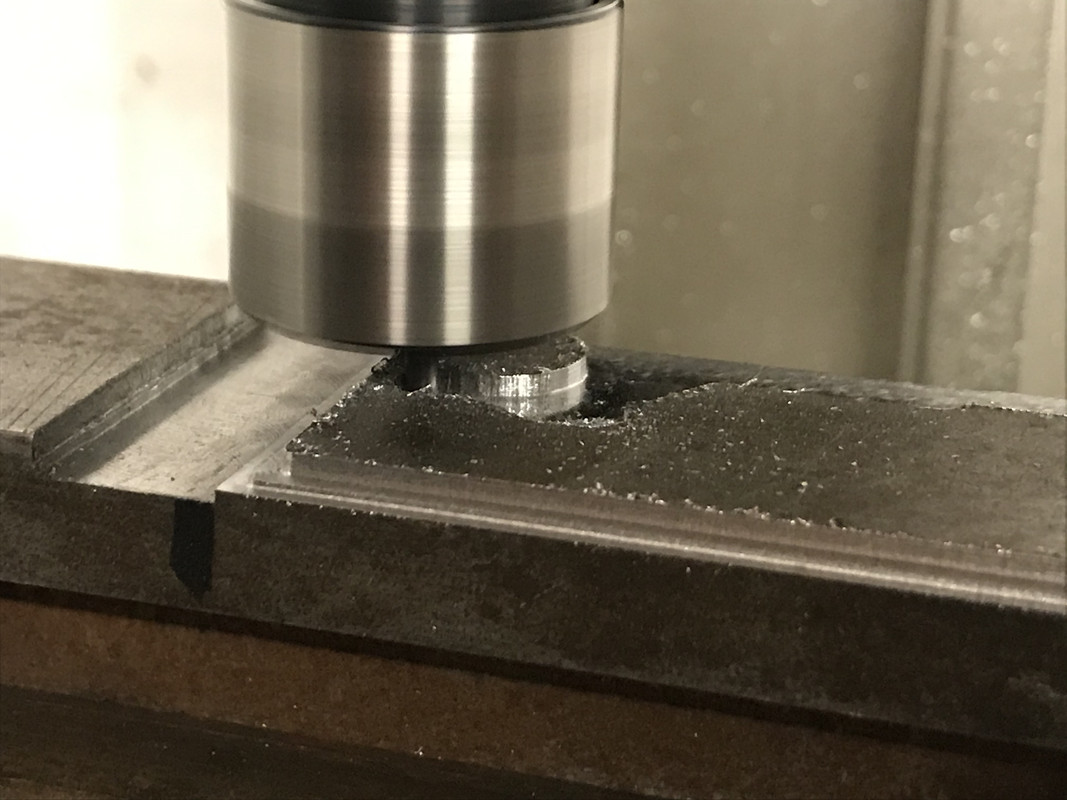
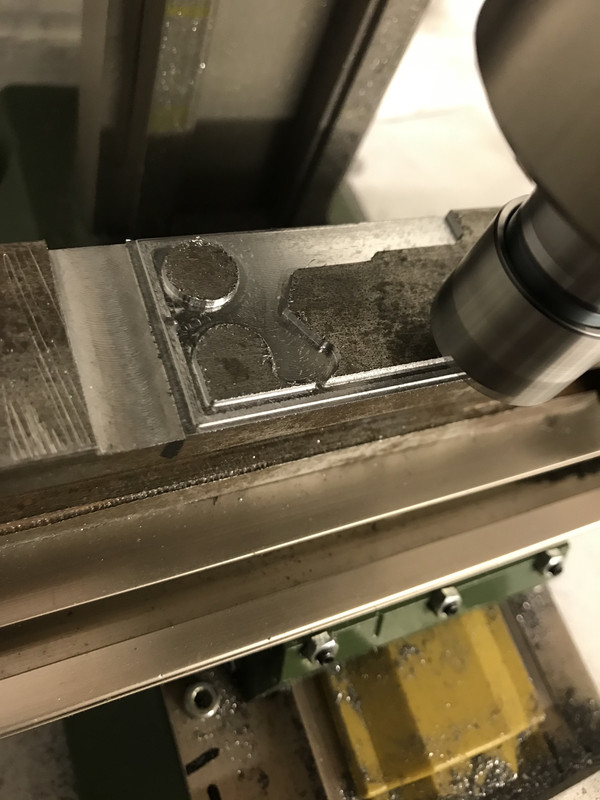
End result of the roughing pass:
Somethings gone wrong here, the pocket is supposed to be a curve:
That's why I took the stock off - cant run the finish on it until the leadscrew is sorted, which means stripping the table out... Still, massive progress, and the new spindle seems to have made a difference. Thankyou all Dave |
| 29/06/2020 15:30:33 |
Many years ago I needed to do some very small precision drilling, so I bought one of ARCs ER16 high speed spindles. That project got done and as part of workshop tidy the spindle got packed away for “later”. I don’t think they still sell them, but similar spindles can be found out of China. it runs of an invertor, 750w and 4-24k rpm IIRC Bit overkill for this mill I suspect, but already in the workshop and should solve the runout issue. Seemed worth a try for the time investment Dave
|
| 29/06/2020 12:57:16 |
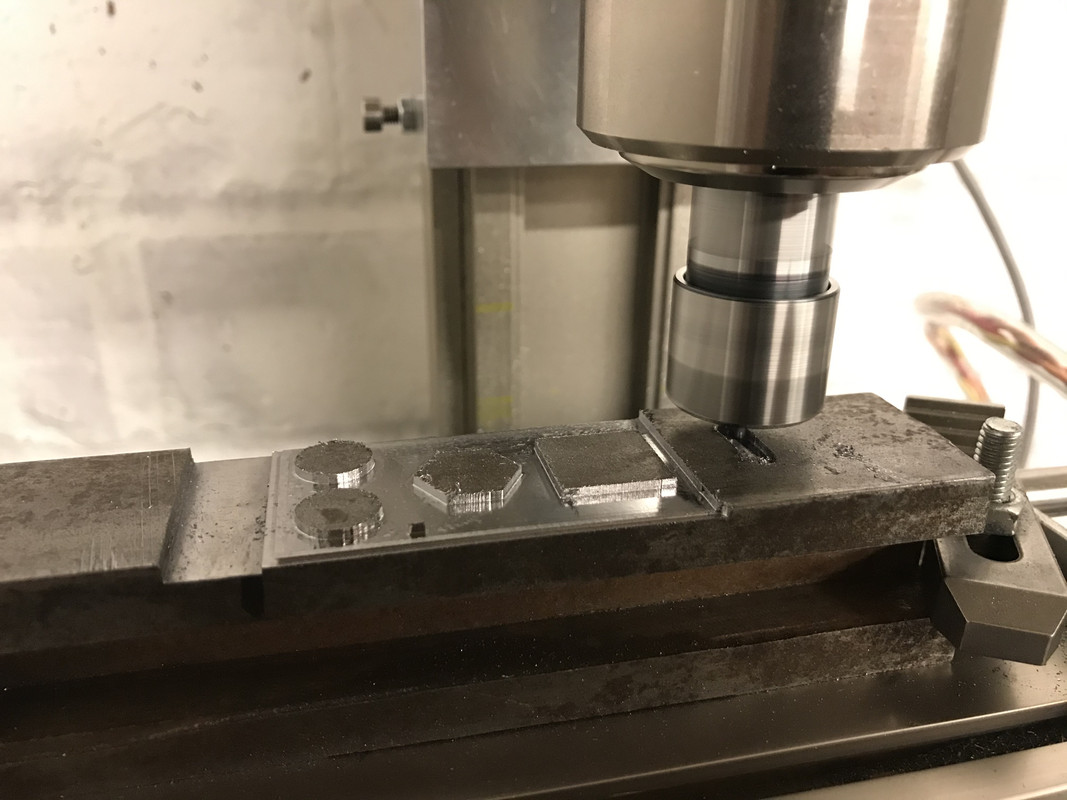
I've had a busy weekend in the workshop:
I didn't manage to run the CNC , but I did manage to re-spindle it:  Its all assembled, and the runout on this spindle is around 2 tenths with the same end mill as the proxxon one measured 2-3 thou. Speed should be more stable (and upto 24K rpm), and with the ER16 collets I can choke down to reduce the stick out.
I still need to check/fine tune the tram, and ensure the stepper is ok with the additional weight. I did a quick check before making the parts by cable tying this spindle to the existing head, and it drove that OK, so I think it should be fine.
Hopefully Ill be able to report success later in the week.
I'll also look at getting some different cutters if this moves ok - with ER16 I'm no longer limited to the 3.2mm max diameter, so the cutter selection should be wider.
There are pictures of the build on my twitter feed : @SolutionsByDave if anyone is interested.
Dave
|
| 26/06/2020 20:15:16 |
I have no idea how to drive a CNC, the little I did was many years ago. So I guessed a tool path, based on the few things I remembered being a typical clearing path as was. Im having a “family night” but hopefully some garage time at the weekend will allow me to try some more. Ive already learnt loads and the video of a successful 2mm cut is encouragement. If I’m being overly optimistic on my machines capacity maybe I need to rethink my longer term plan, but for now it’s the only CNC I’ve got. Dave |





Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!