Member postings for Mark Davison 1
Here is a list of all the postings Mark Davison 1 has made in our forums. Click on a thread name to jump to the thread.
| Thread: How do I remove the motor from a Harrison vertical mill? |
| 17/11/2019 20:10:08 |
Finally managed to get the motor out. I was going about it the right way but had got the foot pedal lever hook behind something which was jamming it. Its enormous! 100L frame with 28mm shaft, 6 pole, physically huge (and heavy) for a 2hp motor. I've got a couple of the generic chinese VFDs that look identical, but mine don't step up the voltage. I'll see if I can get the windings on this one modified, if it isn't successful I'll modify the mounting plate to take my spare dual voltage 2hp 4 pole motor and buy a 24mm to 28mm shaft adapter. |
| 17/11/2019 07:42:37 |
That's why I need to dig out the star point in the winding and bring it to the junction box. Most modern 3 phase motors are dual voltage, switching between star and delta configuration. You can convert older motors if you can find the star point without destroying the winding. |
| 16/11/2019 18:09:54 |
It is NOT the same as the horizontal mill. The motor is hinged from a great steel plate the bolts to the RH side of the cabinet. There is a foot pedal at the back that raises the motor on the hinge via a linkage. Im assuming I pull the entire plate and hinge mechanism out of the side with the motor still attached, but cant work out how to undo the linkage. Anyone tackled this job before? I need to dig out the star point as it isn't a dual voltage motor and I want to run it from a VFD.
|
| Thread: Bantam - warped compound gib |
| 12/11/2019 18:40:13 |
I've almost managed to straighten it (G clamp). It was out by 0.015" in the centre and was bowed in both axis and even has a slight twist. It was more like 7.5" in length, not 6". Still some tweeking and no doubt some lapping/sanding, but getting there. A new one was best part of £100 plus p&p and plus vat. I should be grateful it's still an option I guess. Edited By Mark Davison 1 on 12/11/2019 18:41:38 |
| 11/11/2019 16:08:45 |
Convex (touches the slide in the middle and the stationary bit only at the ends). It is anything but thin and flexible. The only way the screws will straighten it is to wind in the adjusters at either end, which will place pressure on the middle until it bends, causing it to go very tight in the process. In fact it is so tight in the middle even without adjusting the screws that i cant reassemble it. |
| 11/11/2019 14:45:50 |
Thanks all
I think it is steel, but could be wrong. It has 3 square sides and one angled, as opposed to two sets of parallel faces. I suspect it has bowed in 2 axis, not just the one. I have a surface plate but have yet placed on it to measure it. May do that this evening. The mounting holes are out of alignment now (although not so much that the screws wont go in), bending it back would put them back in the right position. |
| 11/11/2019 08:48:26 |
I wasnt completely happy with the feel of the compound slide on my colchester bantam, so disassembled it for cleaning and adjusting. It is in excellent condition with one exception, the gib is slightly warped. I assume this happened during manufacturing as a result of machining the angle with residual stress in the material causing it to distort. Surprised it has been working as well as it has, although it wasnt evident until I loosened the bolts.
What are my chances of straightening it? Haven't yet measured it but suspect .005", possibly as much as 0.010" over 6". The main bit that concerns me is that it has 4 large holes in it to bolt it to the compound with cap screws so worried it wont bend evenly. |
| Thread: INT30 sensitive drilling attachment |
| 10/11/2019 08:34:57 |
Sorry, you may have done, I jumped straight into the drawing! I'm going to go the 'Schaublin route' as you've suggested. Only drawback will be the time it takes to mount/unmount the nose plate and I think i can live with that. I'm just trying to decide if i buy a cheap ER20 straight shank collet chuck ( £13 +VAT from cutwel) and thread the rest of the shaft into that, or turn the whole thing from 1" EN8 bar that I already have. |
| 09/11/2019 09:38:15 |
Posted by DC31k on 31/10/2019 16:42:49:
Have a look at how Schaublin do their sensitive drilling attachment for the 30 taper spindle on the 13 mill. It locates on the spindle nose itself, like a big facemill would. Much easier to make than something that locates in the taper. You need to think of how the drive will be transmitted while still allowing sliding movement. Generally done with a key and keyway. A dog point grub screw into the 3MT adaptor could be used, but requires tapping a hard part. An accurate keyway is equally difficult in a hardened ER straight shank chuck. Copying the Schaublin design would allow you to put keyway in unhardened spindle nose adapter and use angle grinder to form a not-very-precise-over-wide slot in ER chuck and then JB Weld in a key (using the adapter to keep it aligned while it sets). See bottom left of page 6 here: https://drive.google.com/file/d/0Bxr59DtuJda_amx1V1dvNE8xVXM/view?usp=sharing (Anglo-Swiss Tools, Schaublin 13, French catalogue) for nose dimensions. Top right of page 12 for attachment complete. I have a drawing for all the Schaublin parts so if you PM me with contact details, I can send to you. I've finally got my head round what you meant when you said mount directly to the spindle nose. I still haven't got the mill (long story involving haulage company) so hadn't realised there are 4 threaded holes in the nose. The bit I still cant picture, even after study the drawing you sent (thankyou) is which way up the adapter mounts to the nose. I'd have assumed the ground face mates with the nose but the assembly drawing suggests it goes the other way, with he ground face down? |
| 03/11/2019 19:03:34 |
|
|
| 01/11/2019 20:35:05 |
Thanks for the suggestions. I was hoping to use at least some of the depth of the INT30 taper so as not to loose too much of the available height. Once I collect it next week I'll see how important that is. I have a lathe and a MT3 boring head so will need to buy an INT30 one anyway. |
| 31/10/2019 08:20:07 |
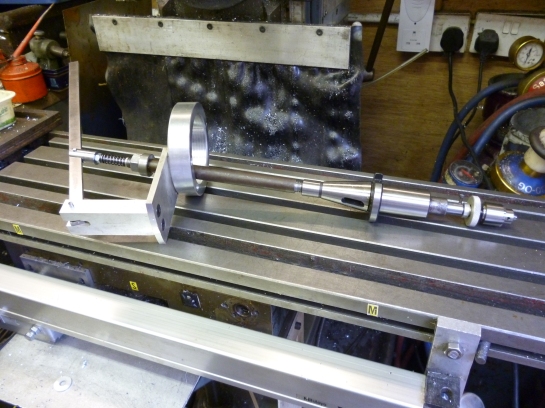
I've just bought a Harrison vertical mill with INT30 spindle (although not yet collected it). I bought this despite being reluctant to buy a mill without a quill, primarily as I don't have the height for a Bridgeport type machine. I want to be able to do some drilling on the machine and stumbled across this on **LINK**
I'm looking to make something like this but using a straight shank ER collect chuck inserted directly into an INT30 to MT3 adapter (such as the one below - 87mm long extension) that has had the morse taper bored out to a parallel 25mm hole. What are my chances of boring out this supposedly hardened INT30 adapter with carbide tooling and getting a satisfactory surface finish? Or should I sleeve after boring, say with brass, and then bore that?
|
| Thread: Repair required for Milling Knee |
| 06/09/2019 20:34:08 |
I have two of these, the same English made bench version you have pictured and a floor standing import. The import had a cracked main casting when I bought it (pics in gallery). Personally I'd glue, drill and tap. It you still want to braze it at a later date you could. If the braze goes wrong now the knee will be scrap. |
| Thread: Bantam cross slide end float |
| 24/08/2019 18:24:32 |
Sorted, almost. I think the splines were just so tight it made fine adjustment almost impossible. I tried it on the press and manage to get rid of the float. Press the shaft in and out a couple of times and then tried it in situ and got close enough for now (it is ever so slightly too close now). |
| 24/08/2019 17:56:14 |
I've got noticeable end float in the handwheel/spindle (for the cross slide) which causing havoc if I attempt to carry out small milling jobs on the lathe. It is end float as I can see the gap between the dial and the flange open and close. I've not measured it, but lets call it 10 thou. There is also some backlash in the screw, but it is the end float that I was trying to sort out. I eventually managed to remove the handwheel but it is a very very tight fit on the splines and seems to reach a hard stop where it was. Does anyone know how I adjust the end float, or can anyone else confirm that the fit of my handwheel to the splined shaft is normal? |
| Thread: Colchester Bantam 1600 3 phase supply |
| 24/07/2019 23:58:17 |
Removed duplicate post Edited By Mark Davison 1 on 24/07/2019 23:58:51 |
| 24/07/2019 23:58:02 |
I changed my bantam from single phase 1hp to 3 phase 2hp 4 pole (I got the motor secondhand at a not to be turned down price). The lathe now runs much smooth than with the single phase. I put a larger pulley on the motor, gearing it up approx 20%. I had to make a new motor plate and drill and tap an extra hole in the back of the bed to get the motor in the right place. All I can say is I wish I'd done it sooner. |
| Thread: Does a 1600rpm bantam have a single v belt? |
| 15/04/2019 19:05:33 |
I'm primarily interested in getting access to speeds above 800rpm which is the max with the current single phase motor. The low speed is fine. At the moment I've order exactly the same size pulley, but may also order a slightly larger one as (I think ) you're suggesting |
| 15/04/2019 06:51:07 |
Not sure, don't recall seeing a date on the data plate. They (i bought two) are 90 frame as opposed to imperial, with moulded plastic fans and fan shrouds. Dual voltage as standard. Saw it run on a 400v rotary converter before I bought it and all seemed well. Nothing ventured nothing gained. Worst case I have to cough up for a new one, which is what i had previously intended to do anyway. |
| 15/04/2019 06:10:25 |
Thanks everyone
|



Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!