Member postings for Canobi
Here is a list of all the postings Canobi has made in our forums. Click on a thread name to jump to the thread.
| Thread: Dore Westbury Mk2 drive pulley repair |
| 17/11/2017 11:14:22 |
Finally cut my first chips with the mill :D Edited By Canobi on 17/11/2017 12:09:20 |
| 15/09/2017 16:05:44 |
| 14/09/2017 11:17:03 |
| Very nifty Ian, thanks for sharing that one :D |
| 14/09/2017 08:47:42 |
I like the idea but I don't have taps and bolts that big which is why I used my lathe  |
| 13/09/2017 23:56:44 |
She's nearly there guys, I can almost smell the cutting oil...
The lower pulley section is back on the mill now and runs very smoothly
Needed to find a reamer I could use with the limited equipment I have, which held up precedings for a bit. Luckily I managed to score a precision 1" chucking reamer on ebay last week that had only been used once, so I was still nice and sharp and didn't mar the brass.
I'm now making a holder for the drive sleeve. Though not seen, it has a 12mm shank which will be held by a 2MT collet in the tailstock.
Not much left to do now... Edited By Canobi on 13/09/2017 23:57:52 Edited By Canobi on 13/09/2017 23:59:21 |
| 26/08/2017 22:11:48 |
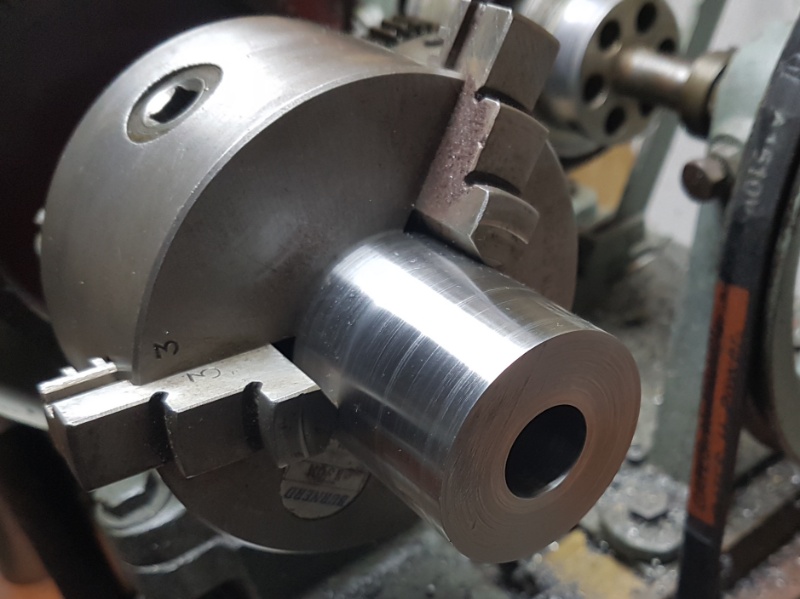
I got the drive sleeve bushing out, but because of the shoulder, I used my lathe to thin the brass enough for me to pull it out with pliers: Edited By Canobi on 27/08/2017 11:38:33 |
| 23/08/2017 21:45:02 |
Thanks Micheal  |
| 21/08/2017 21:44:44 |
I went ahead with the vacuum chamber to prime the oilite bushings, and it worked a treat |
| 19/08/2017 00:37:52 |
It transpires I have a Mk1, apparently distinguishable by which side of the machine the quills fine feed is (mine is on the left, Mk2s are on the right). The inner drive sleeve (thanks for dropping the correct name for it John) and small clusters still need a good clean , which I can do now they're appart, Ill probably get a better idea of what's what then. |
| 17/08/2017 23:02:59 |
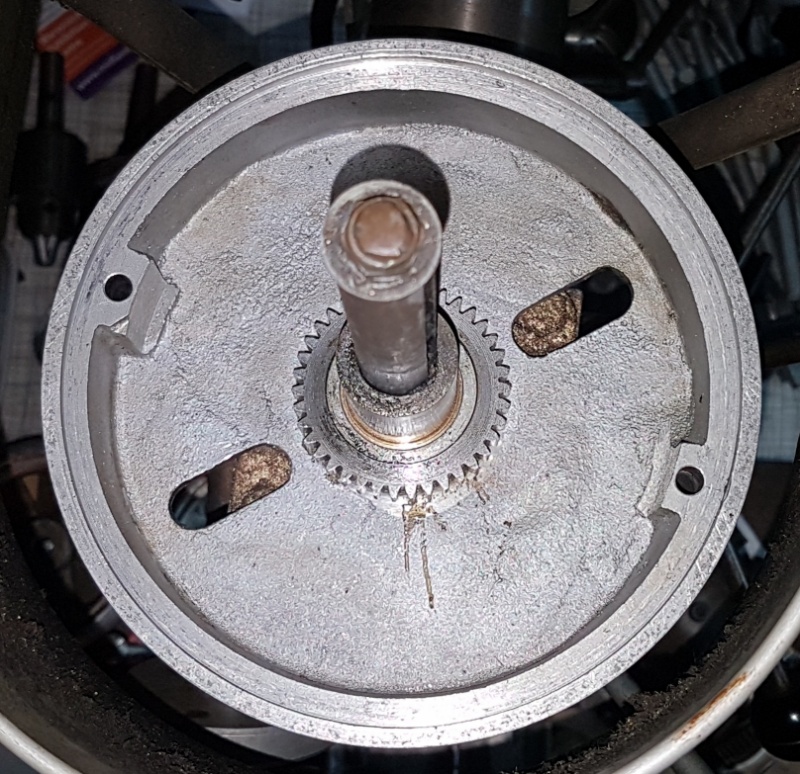
After having at it, I finally got the planetary section disassembled but may have hit a snag.
It might just be me but it kinda looks like the bushing butted up to a shoulder, can anyone confirm that?
If it is, any ideas on how to remove the bushing?
If I turn my press bar down to fit the bore from this side, it won't be wide enough to catch the bushing on it's way through. Annoyingly it fits just right if pushed in from the gear side. |
| 04/07/2017 12:23:39 |
Hi folks
Ergh, gathering everything I need is taking ages on such a small budget, but I'm nearly there.
Bushings are in (got two sets just in case), as well as the circlip pliers. Just wating for the oil to arrive, and for me to get an apropriate piece of bar to use on them. Last months budget went on a desperately needed metal band saw, having been donated quite a bit of stock materials, it was starting to become like the saying "water water everywhere, but not a drop to drink" lol.
I made small progress with the lower pulley section, though I didn't need a bar, it was so thin on the one side I was able to prise is out. Judging by how stress resistant it was when bending it, I don't think it was an oilite. Since wear can hide and fill the gaps of an oilite, I snapped a piece off along the thickest area to see if there was any evidence of holes or pockets running through the fracture:
As can be seen, it appears to be solid so I'm guessing the other one will be too.
Regarding oil preload. I've seen people use hands and whatnot to press oil throughout a bushing, but was wondering, would using my vacuum chamber work? I made one for moulding/casting resins and silicone but it occured to me that it might draw out the air and fill the bushings that way, I could warm them up a bit in the oil to aid the process and leave them to cool in the vacuum. |
| 05/06/2017 13:09:12 |
Posted by Philip Rowe on 05/06/2017 12:39:02:
Canobi, Just checked my DW spindle and I find that any of my morse taper tooling which all measure around 2.5" long fit my spindle without any problems. I do wonder if your spindle nose may have been modified (shortened) at some time in the past. I machined my spindle when I built the machine to the D/W drawings to suit the Myford spindle thread. Mine measures including the shoulder with the spanner flats 1.5". Phil Thanks for checking Pillip, I was wondering the same thing, the pulley only has a stack of three as opposed to six I've seen on most and the quill thread, while 1.125" x 8tpi is Witworth, not UNF.
|
| 05/06/2017 11:34:22 |
| Quick update and a thank you to Mike again. Ashley Power were very helpful and I have two sets of correctly sized bushings on their way to me for a very reasonable price I also picked up a set of circlip pliers and will get stuck into tearing the pulley down when the bushings arrive. I have a question to all DW owners, I removed the Jakobs chuck that came with the mill and found the morse shank had been shortened and retapped. Measurement of bore depth came to 2.1/4" and regular length shank are too long,Is this normal, or something specific to my mill? The way I see it I have two choices, take the quill out and re-bore it, or modify any MT2 arbours I want to use in the mill. Not as keen on attempting the former myself using such an old lathe but the latter would be in the realms of doable. |
| 24/05/2017 00:12:44 |
Posted by Ian Skeldon 2 on 23/05/2017 22:10:35:
Canyon can you let me have your contact details please, I have a Grayson and may want to ask some questions about it. Thank you, Ian PM sent |
| 24/05/2017 00:08:15 |
Posted by Mike Crossfield on 23/05/2017 21:12:43:
Canyon When I rebuilt my DW some years ago I replaced all the oilite bushes, and I sourced correctly sized parts at very reasonable prices from Ashley Power in Poole. Website at www.ashleypower.co.uk. They don't seem to list imperial sizes in their online store, but you can order them by phone.or email. Hth Mike
That's awesome, thank you so much :D |
| 23/05/2017 13:05:56 |
This is all great info guys, Thanks
I found a perfect oilite for the base which is 1" x 1.1/8" x 1" bore, but no 2" with the same ID/OD. There's one with a 1.1/4" so may get that one and skim it to size if I can't find an exact match. |
| 23/05/2017 01:29:00 |
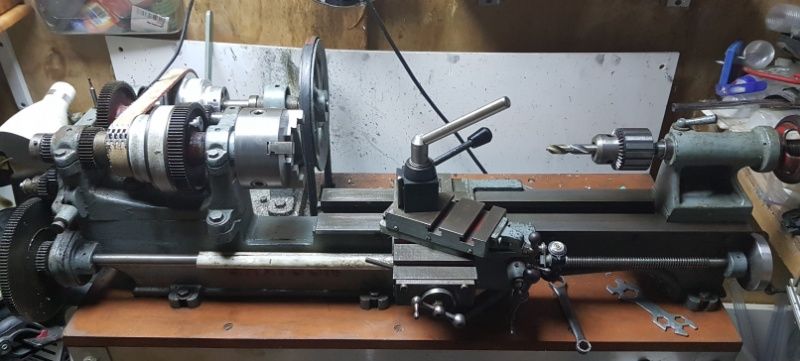
Not sure about old though, she's a whippersnapper next to my 1930s flat belt Grayson lathe ♡
Runout was an astonishing 1.4mm when I got her, managed to whittle it down to .1mm (.003 inch), Not bad for a total beginner and an old lathe. Edited By Canyon Wren on 23/05/2017 01:29:55 |
| 23/05/2017 01:08:24 |
Yep, right icon but I should have been using a direct link which I'm not used to using.
Here she is from the other side
|
| 23/05/2017 00:47:02 |
Posted by toneless on 22/05/2017 18:15:49:
Tony Pratt, here are the images in the order Canyon Wren posted them. You don't need a photobucket account, it was just the links that were not correctly inserted in the post.
I would love to know how you did that, can't seem to make it work my end. Edited By Canyon Wren on 23/05/2017 00:49:53 |
| 23/05/2017 00:41:57 |
Damn! thought I had it then, hang on... [IMG][URL=http://s1225.photobucket.com/user/Can-obi/media/Mobile%20Uploads/IMG_20170523_001719.jpg.html][IMG]http://i1225.photobucket.com/albums/ee395/Can-obi/Mobile%20Uploads/IMG_20170523_001719.jpg[/IMG][/IMG] Edited By Canyon Wren on 23/05/2017 00:43:32 |

 Finally gathered all the necessities and got my degassing chamber down from the loft, which I'll be using to prime the oilite bushings.
Finally gathered all the necessities and got my degassing chamber down from the loft, which I'll be using to prime the oilite bushings.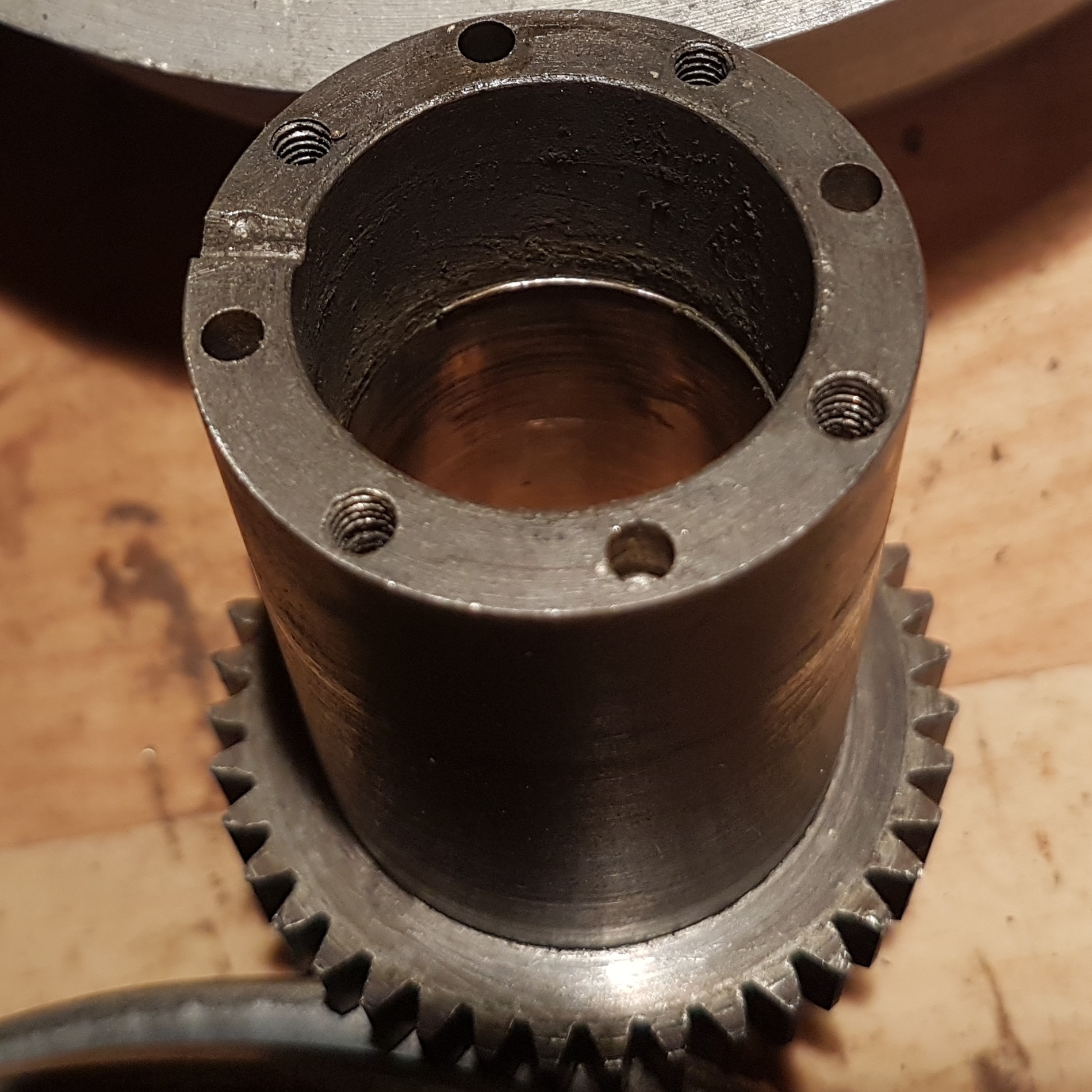



Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!