Member postings for Richard Cleaver
Here is a list of all the postings Richard Cleaver has made in our forums. Click on a thread name to jump to the thread.
| Thread: Cooling down |
| 08/11/2016 16:56:35 |
So today's annoyingly amateurish question concerns coolants. Back at school I vaguely remember having to apply a swarf(?) grease with an old brush and am aware that turning and cutting metal will require cooling. I've seen some using a few drops of what looks like oil on their work administered from a small squeazy bottle or oil can. As I only have a micro lathe I would probably administer this way rather than an expensive cooling system. That being said, what should I use? I will mainly be using ally or nickel/brass alloy if that helps. |
| Thread: C0 self centraling 3 jaw chuck. |
| 07/11/2016 20:28:54 |
Duly footnoted in my shiny new workshop notebook Neil, thank you. |
| 07/11/2016 19:56:28 |
Steve, A good idea I think for me I've a terrible memory too. As Victor Borge used to say... There's 3 things I always forget.....(stares blankly at audience scratching head until laughter begins)
V8 (great non de plume!), Have managed to download manual. Why is it the norm nowadays to only provide an extensive manual on line only and provide operating instructions with machinery? Price probably! My dear ol' grandfather would be shouting obscenities in his wooden overcoat , God rest his soul. |
| 07/11/2016 18:48:41 |
Dear All, Success at last. Only taken me 4 hours! You've all been legends. Stand by for tomorrow's thread entitled...How do I turn this f$£*&ng thing on!!! The wife has returned from 'being busy in the kitchen' with a glass of red for me and the dog has come from under the kitchen table and it watching me from under his eyebrows as if wary of raised voiced and choice words. Thank you again!
|
| 07/11/2016 18:07:22 |
Posted by Neil Wyatt on 07/11/2016 17:52:19:
Are you pushing the jaws inwards to get them started? If not the end of the scroll will jam against them,. likely as not. Thanks Neil. The scroll was indeed jamming the jaws. Now all jaws are doing up but 1 appears off centre to other 2 jaws. Swap jaws around maybe?
|
| 07/11/2016 17:53:22 |
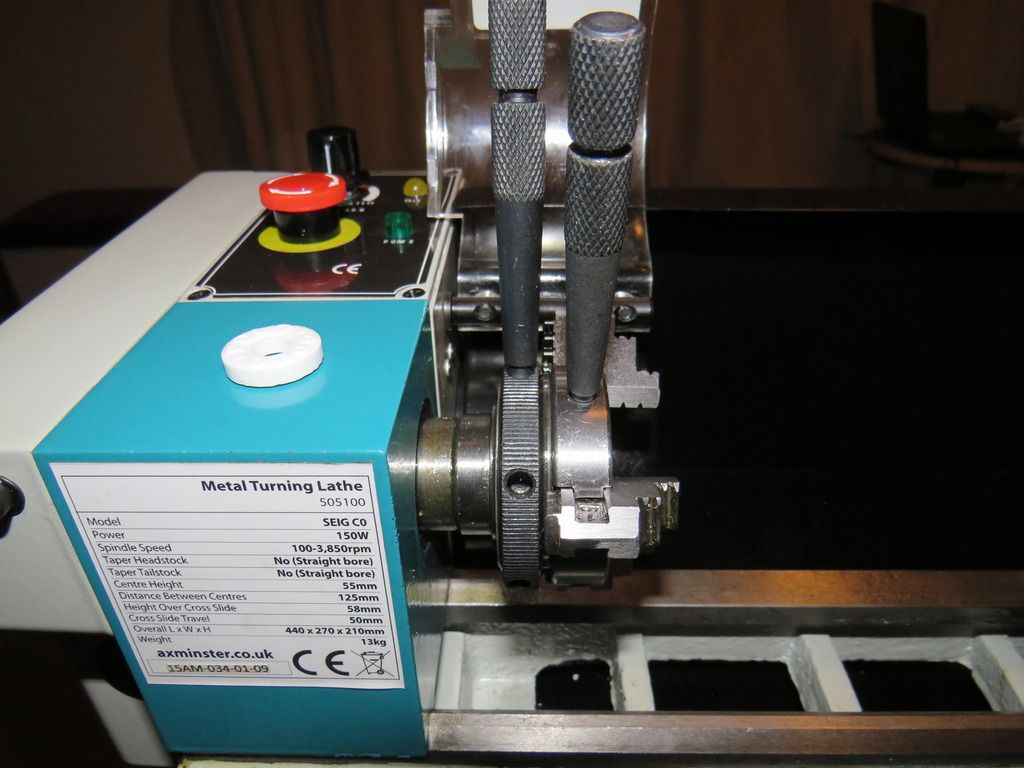
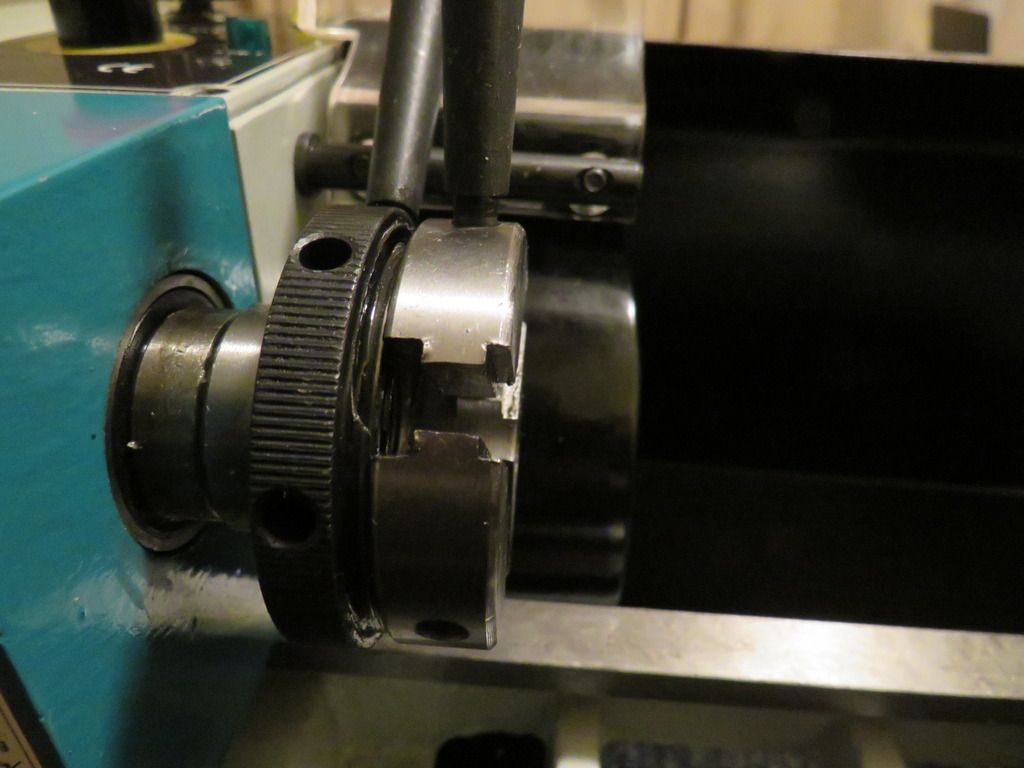
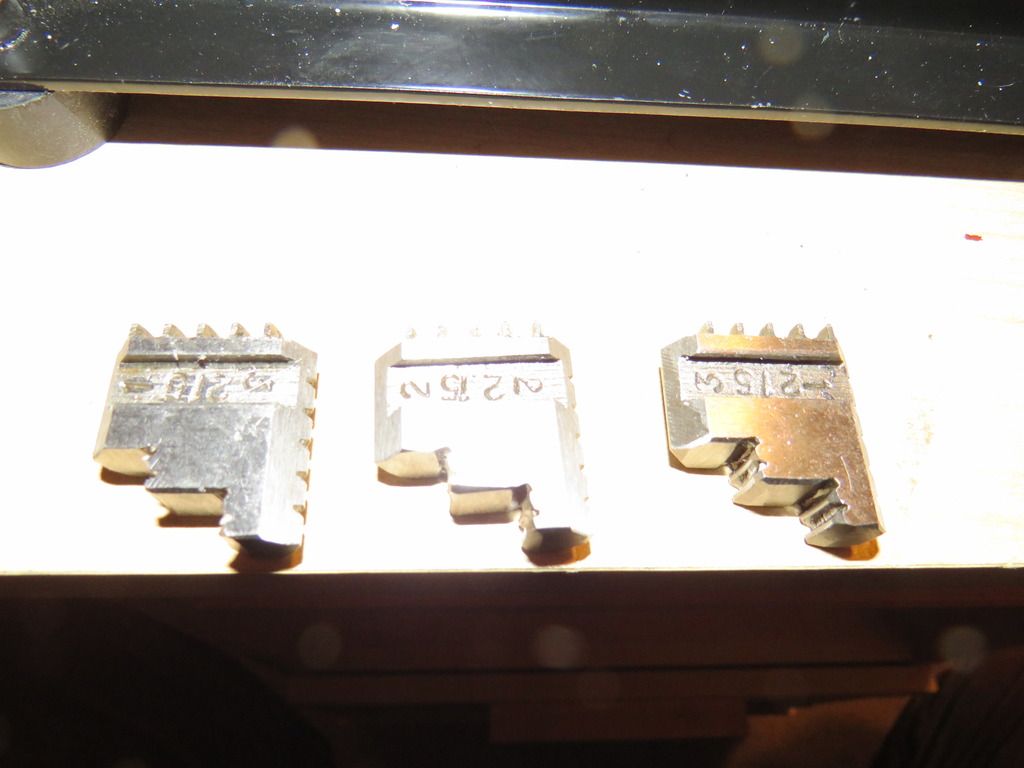
Pic1: As far as they go. Pic2: Same. But showing the 2 levers for closing the chuck. Not knuckle friendly when adding a touch of grunt! Pic3: Some signs of wear....and I've not turned it on yet! Pic4: Numbers as clear as mud! Yes I know I should of left well alone but I had a piece of ally tube to practice on and thought it safer to reverse the jaws and grip tube from inside. Best laid plans of mice....etc Edited By Richard Cleaver on 07/11/2016 17:54:35 |
| 07/11/2016 17:48:50 |
|
| 07/11/2016 17:08:41 |
Stand by.....getting some pics! |
| 07/11/2016 16:57:45 |
Thanks both. Have found numbers on jaws but none that I can see on chuck to correspond. Jaws have all gone in so far and stiffened up. No chuck key btw, this is operated by two punch shaped levers. One for the chuck and one for the scroll(?). |
| 07/11/2016 16:12:27 |
Having took receipt of my first engineering lathe I have tried to reverse the reversible jaws supplied in the chuck and don't seem to be able to put them back in! SWMBO is giving me discerning looks as she knows just how many shekels this has cost. Help please if there is a technique or order of process. I cannot even put them back in how they was! Nightmare!! |
| Thread: Those first tentative steps... |
| 07/11/2016 08:50:31 |
I am humbled by the informative help and suggestions offered and wish to convey my gratitude to you all. That being said, you must all understand that my ability and experience with working metal either in design, fabrication or otherwise, is far below rank of novice. Hence the title to this post. I am ashamed to admit that not only creating a two wheeled knurling tool to being beyond me, but also purchasing and altering a tool also. The lathe arrives today and it doesn't come with any tools. With my limited income, I'm fairly 'reined in' at the moment. I thought that sleeping on the problem might make it less daunting in the morning. Sadly it is not the case. Should any of you care to unburden me by making the rings.....drop your quotes in my inbox. Ha!
|
| 06/11/2016 22:50:47 |
Needless to say I'm left feeling a little apprehensive about spending more cash on a tool, defacing the shank and then putting my new lathe at risk as well. As I'm only going to be using aluminum tubing is this likely to decrease undue force on the tool rest? Should I perhaps settle for simplified design without knurling. I'm very confused.... |
| 06/11/2016 22:50:24 |
Thanks Thor. I wasn't aware a hand knurler was suitable for metal working. The original maker has made contact on another forum with some advice which I will share here...
Have just had a more detailed look at the mini lathe you are buying..and without trying to put a damper on things in any way, may I advise you to be very careful in trying to knurl metal on this machine. Now, do not think that I am trying to be discouraging in any way, more than most strongly advising you to exercise great caution in using it. The reason is based on my rather limited experience in engineering, but I have learnt a few, hard and painfully expensive lessons along the way and one of them was in how to knurl metal successfully, so if you want to make a job of it, then listen to this and take it on board.
|
| 06/11/2016 18:55:29 |
That's a great help chaps all good suggestions and I thank you. I will let you know how I get on and post some pictures when I've figured it all out. That's what I love about engineers, living life by two simple codes. 'Necessity is the mother of invention' and 'If it can't be fixed with gaffer tape...you're not using enough gaffer tape!'.
Well, what do you know...went for it and figured it out. Pics of miniature rod with knurled reel bands.
Thanks for your help. |
| 06/11/2016 13:19:20 |
Hello to everyone here, admin, members etc. My name is Richard, I'm 48 and have been forced into medical retirement from driving buses which I did for 20 years. Since the forced increase in spare time, I try busying myself to keep the 'black dog' at bay. My hobbies are fishing, making fishing floats and fishing related bespoke items. I have very little metalwork experience but have acquired vast carpentry skills both with hand tools and lathe work. I have had to budget my expenses frugally now I receive just a pension and a medical allowance but am able to supplement my meagre income by selling bespoke fishing floats and tackle items. I've always been fascinated by things in miniature and have recently built a miniature split cane fishing rod complete with rod bag. I sent it to a friend that runs a vintage fishing company who was meant to value it for me and sell it on. Since receiving it, not only was he blown away by the quality and ingenuity of it but has suggested that I make more of them. A run of a dozen in fact, he would pay me for them in advance, in batches of three. That was a nice shock and I accepted gladly. With the advance I have purchased an Axminster CO lathe which will help me with creating floats but also the mini metal parts associated with the rod. One of the components I need to create is miniature reel bands. For the un initiated, these consist of two rings of aluminum that slide up and down the cork rod handle and affix a fishing reel by sliding over the reel seat trapping it in situ. These are moderately decorated and relatively easy to construct but present me with a problem. One end of these rings or bands is knurled on its face for finger grip. The first set I had, a friend was kind enough to make for me as I couldn't without a metalwork lathe. This was frustrating as I wasn't able to complete the build totally on my own. So now I have a micro lathe but the C0 lathe tool post only accepts 8mm tool shanks and the smallest knurling tool I can find has a 12.5mm shank. I have the lathe, the aluminum alloy tube ready to go but need a knurling tool to fit it desperately. Suggestions, advice and miracles welcomed. Long winded introduction but thanks for having me, listening and allowing me on board. Warm regards, Richard |





Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!