Member postings for Peter Parkes 1
Here is a list of all the postings Peter Parkes 1 has made in our forums. Click on a thread name to jump to the thread.
| Thread: Major? Spindle play |
| 04/05/2023 09:46:41 |
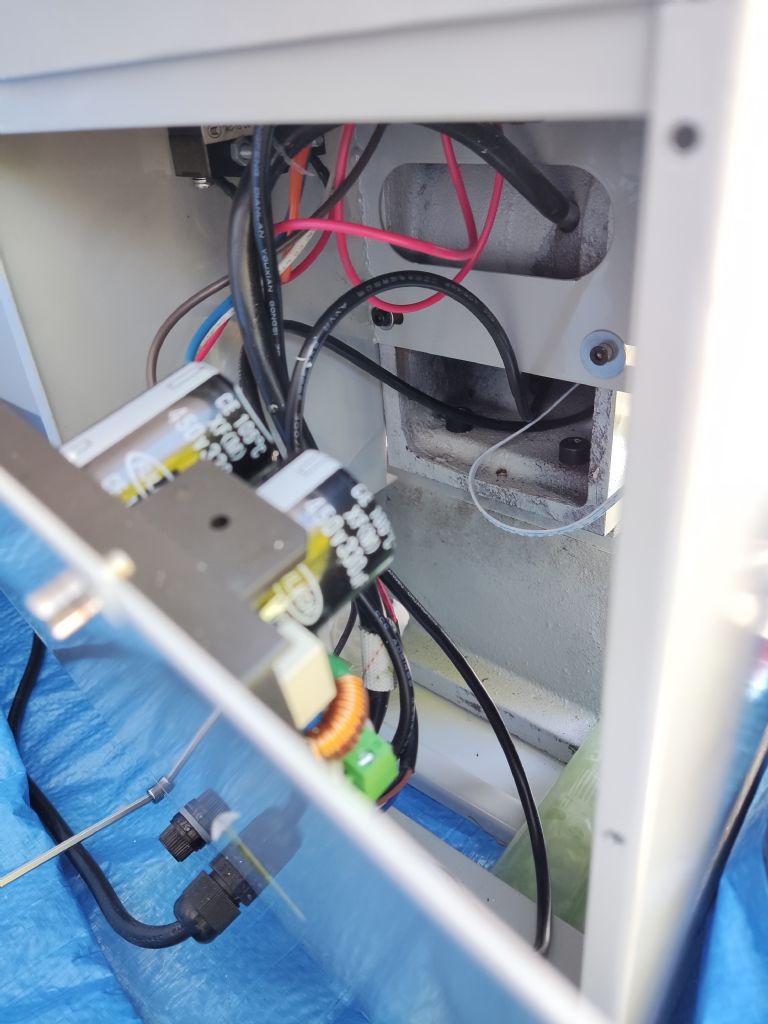
Thanks Andrew. But.... photo's... Given its size, I thought the motor must be in the big box at the rear...
But no, it was empty,,,
It seem the motor is, in fact, around the spindle...
Small, isn't it? (let's hope it lives up to its hype). |
| 04/05/2023 04:09:29 |
Yeah, I'll take a pic, Bill. Basically, though, it was showing movement when the dti was on the base-tray (which I thought was stable). Evidently there is significant movement when placed there so I have learned to not trust my assumptions about the stability of things and to always use the most solid mount for a dti, then check it is good. I feel like a bit of a fool but I guess we all do stupid things when we are starting out. Incidentally (for anyone interested) the motor is definitely mounted IN the spindle housing, around the spindle. Much like the photo posted yesterday of one from Ali. |
| 04/05/2023 01:03:16 |
I can't find who suggested it, but all play disappears when i mount the dti on the headstock (very tight fit, though). My apologies if I've wasted anyone's time. At least a valuable lesson has been learned. I'm going to unscrew the cover plate from the back of the (apperent) motor box and satisfy all questions about where the motor actually is. There are no evident gears driving the spindle, so we'll see if that's all internal or if its a spindle motor. Back in a while. Thanks again, all. |
| 04/05/2023 01:03:15 |
I can't find who suggested it, but all play disappears when i mount the dti on the headstock (very tight fit, though). My apologies if I've wasted anyone's time. At least a valuable lesson has been learned. I'm going to unscrew the cover plate from the back of the (apperent) motor box and satisfy all questions about where the motor actually is. There are no evident gears driving the spindle, so we'll see if that's all internal or if its a spindle motor. Back in a while. Thanks again, all. |
| 03/05/2023 13:18:19 |
I tend to think that if this machine was used 'as is' it probably wouldn't last more than three years. But what fool would just use it as-is? (Probably many). Yes, I'm thinking about the refund option. But honestly, I'm still thinking about this as a project like "How to (re)Build a Lathe". I knew it would need some serious work when i bought it. It's just too cheap to be well manufactured and built. I was fully intending to do some extensive work on it. To it. I have a vertical 'milling attachment ' for it (and some dovetail cutters) and was going to start with the gib strips. There's plenty of vids on upgrading and repairing mini lathes and i think it would be a Really satisfying project. I know it might take a while, and some money, but those are things im happy to invest as i can. Im sure there will be people telling me im mad ...but that's always been the case. If you All tell me so, ill rethink my approach. Aside from that, i think the motor is in the box behind the spindle head. As i recall, it hes cogs but not a belt driving the spindle (not the lead screw gearing cogs). Ill double check when i get out of bed. For now, this is just too frustrating trying to type this on a phone. Ill writmore in about twelve hours or so. Thanks all. |
| 03/05/2023 09:09:24 |
Thanks for all the answers. Much to think about and a few things to say, but not 'till tomorrow im afraid. Just too busy with work and children right now. (Howard... It's a 300mm job but I'm only putting pressure on the chuck itself. And very little force). Cheers. |
| 02/05/2023 11:49:49 |
Hmmm. I maybe should've mentioned that. |
| 02/05/2023 10:53:45 |
https://m.vevor.com.au/metal-lathe-c_10121/vevor-mini-metal-lathe-machine-7-x-16-800w-precision-benchtop-power-metal-lathe-150-2500-rpm-continuously-variable-speed-with-3-9-3-jaw-metal-chuck-tool-box-for-processing-precision-parts-p_010943528473 |
| 02/05/2023 10:50:30 |
Yeah, the 0.15mm is play, back and forward (away from and towerds the operator)as you put pressure on the chuck (or, i guess on the end of the bar being worked). There is no noticable runout in the bearings. They feel tight. This model is a new model for vevor here. |
| 02/05/2023 09:56:53 |
No cert, Jason. Heres some pictures of the crosslide quill to amuse you all...
|
| 02/05/2023 09:51:59 |
Thanks Dave. The Al stock is just extruded bar stock. Nothing special; but it does have its ends turned down some. i did turn it down to pretty close to 30mm, a quarter inch or so from the chuck. 100 mm out, the same settings turned it down to a little over 29.5mm. something amiss. But in looking into this, I noticed that if i turned the chuck by hand the dti went waaay off. Fifteen full increments. 0.15mm. this happens with minimal pressure... just enough to begin turning the chuck. So its not that the chuck is off centre or out of round (though it may well be)...The issue is that its virtually moving from side to side with the pressure of one finger. If i can push a job that far off centre with a finger, how far is a cutting tool going to move it? (I can find out ...the dti is solid) I will remove the chuck and check the measurements inside the taper. But not tonight. Also, my chuck jaws are all numbered 4 (all 3 of them). I will centrepunch some dots before i remove the jaws. I was trying to measure the work, not the machine. But then i ran into this issue. It seems like it needs to be fixed before i can ask anything of the machine. I guess I'll see how Vevor respond. Thanks for all your thoughts,Dave. And for your advice. Much appreciated. Cheers, Peter. |
| 02/05/2023 08:44:56 |
Posted by John Haine on 02/05/2023 08:17:39:
It's grossly excessive. If you bought the lathe new then don't attempt any rectification yourself, reject it as not fit for purpose and get a refund. Vevor have a mixed reputation, for obvious reasons!
Yeah, you should see the state of the quills (ill post a photo or two of the crosslide quill) and the undersides of the slides. But i was sort of getting into slowly fixing everything and eventually making it into a machine worth owning. I had figured this is what you get for a $1000 (600 quid?) Lathe. Ill see what vevor will come at.
|
| 02/05/2023 08:31:48 |
Thank you John. Thats what i need to know. |
| 02/05/2023 08:30:55 |
I do think vevor will talk to me. They assured me they would help if i had any issues. But as far as i can see, the only adjustment is going to be tightening down the nut on the other side of the headstock. And there doesn't seem to be any runout so I'm not sure how much i could tighten them down without causing binding. ...which is why I'm asking about other options. They may just be cheap bearings. In which case replacing them with new cheap bearings is not going to be much of a solution. I can try to get vevor to upgrade them but im not sure how that'll go. Which is why I'm wondering whether i may actually have to upgrade them in the end. Its not something i want to do, but... What I really need to know is whether this is as serious defect as i think it is or whether Vevor are likely to tell me "no, thats normal. It will settle down with use" or some such. Thanks for your thoughts. |
| 02/05/2023 07:46:44 |
Yeah, that's why im here asking about it. It really is too much play, isnt it? |
| 02/05/2023 07:29:09 |
Thanks, Nick, that's great. Pretty straightforward too. Only problem is that my vid is an mp4. Ill see if i can do something at work tomorrow to grab some stills from it. (Or maybe just re-take a series of shots showing the situation). Cheers. |
| 02/05/2023 04:27:35 |
Hi. Im very new to machining (no lathe work since high school ... I'm now 58). I've recently purchased a Vevor 7x16 mini lathe, which im still setting up. It,s not bolted down yet, but I'm a little concerned at the play in the headstock. I didn't realise 'till I started checking for parralell. When I noticed that if I even try to turn the chuck by hand i an getting some serious play. Measuring the job (a 30 odd cm x 30mm piece of aluminium round stock in a 3 jaw), just putting my hand on the chuck to turn it is registering 15 increments (0.01mm each on the dti) of play, both back and forward. That is 0.15mm, yes? Or is my maths wrong? This is also reproducible with the lathe running (but not warmed up). This is too much, isnt it? Can i do much (anything?) without new bearings? Should I be talking to the manufacturer? Any feedback would be much appreciated. Peter. P.s. i can attach a shrot video if there's somewhere to do so, or could email it to anyone who wants to see. |

 another angle...
another angle...


Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - Winter Storage Of Locomotives
04/10/2023 21:02:11 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!