Member postings for Larry Coleman 1
Here is a list of all the postings Larry Coleman 1 has made in our forums. Click on a thread name to jump to the thread.
| Thread: Gauge Blocks |
| 08/01/2015 13:26:15 |
Well what you say is correct in some ways but I assure you that the surface finish on a good set of slip gauges do not need oil on them. In the metrology lab when I worked for Hawker De havilland we had the most sophisticated metrology lab in Australia and the slip gauges were checked by optical flats which are polished quarts slabs and were viewed under sodium light. Both the slip gauges and the optical flats were extensively wiped clean of any oil with a special cloth. Yes Andrew the finish is that good. Slip gauges should not be left rung together for long periods. There is a process called metal flow and they can be difficult to separate without damage. This is why air craft parts have a shelf life. I have never seen it in the lab but I have seen it in aircraft parts many times. In regards to the vacuum I have never tried it even though we had a good vacuum chamber for environmental tests. That would be interesting & when I get my orthoclave working I will see if a suction cap will work in a vacuum. Larry |
| Thread: Parting On a Hobby Lathe |
| 08/01/2015 12:57:25 |
Russell Yes I have one of those types of parting tools and there not to bad but hey will still jam on steel but that tool I told you about was absolutely unbelievable because if it jammed and it can it does move away from the cut. If you have a look at my album you will see the one I made but I still have to make the spring steel blade. I think the beauty of that design is it can only move away. The blade made from spring steel would make it better and I think I will have to remove some of the bottom support to make the tool bend better. In regards to what Andy is saying that method is used in turret lathes and Automatic lathes with good results but think about a jam the piece of steel being parted can still bend into the tool putting max power in a reverse direction to how the compound slide is supposed to operate. I mean the dovetail. Getting back to actually parting I think water cooling is important because when steel get hot it expands and will reduce the width of the metal where you have cut and jam the blade. Now I have used sulfur oils and got better results. I must ask my mate with the auto lathes because they part of every component after the process is complete. That tool I used and I am telling you about was unbelievable and I wish I knew where I can get one. Larry |
| Thread: Lathe Tools |
| 08/01/2015 12:09:02 |
Pip It is not mandatory for brass & aluminum but steel it helps keep the temperature under control. when machining aluminium they used power kerosene in the old days but I believe car transmission fluid is good or hydraulic oil. Thats what they use on high speed automatic lathes. Be careful remember that they can be FLAMMABLE !!!!!!!!!!!!!! so keep a fire extinguisher handy. dry powder. But yes soluble oil or that green cutting fluid makes life easy. With screw cutting there is a sulfur oil you can buy and it really stinks but it is magic for tapping and screw cutting. That stuff is like jelly and really sticks to the thread. You paint that on with a brush. Go for it Pip but you will have your stuff ups but don't give up because us old buggers will help you. Edited By Larry Coleman 1 on 08/01/2015 12:11:44 |
| Thread: Parting On a Hobby Lathe |
| 08/01/2015 11:48:54 |
Yes I can see the sence in that and the swarf is acted on by ytivarg and it may help but most hobby lathes do not have T slots at the back of the compound slide. Also if it jams it will lift the slide and damage the dovetail. Larry |
| 08/01/2015 11:35:46 |
Hey Andy What the hell are you doing with that Mashedy.? Now lets be real, I have used lathes from two foot bed to 100 feet long and parting can be a problem. Now I am not talking about brass or aluminium only mild steel to annealed tool steel and the only parting tool I have seen that works with any consistancy in all occassions is that 45 deg tool with the spring steel blade and tungsten tip. Also if you have to engage the tail stock it means your head stock has movement in the chuck bearing. Also how many real processes have gone to the grave and have not been passed on. I know of a few. Larry Edited By Larry Coleman 1 on 08/01/2015 11:38:21 |
| Thread: Gauge Blocks |
| 08/01/2015 10:59:41 |
Hey lads As a metrologist I can assure you that removing the oil is correct. The slip gauges ring together due to there surface finish which stops air from entering between them. There are three types of gauge block or slip gauges. Workshop,Reference & standards. Slip gauges have very little use outside a metrology lab because of temperature when you handle them. Although they are used with sine bars it depends how accurate your tolerance is. If it is in tenths and you handle them you will blow your tolerance. The gauge blocks are set for 23 Degrees C and your fingers are approx 37 C. The main use for the slip gauges is for calibration of measuring tools but are occasionally used in the workshop with the ambient temperature in mind.. Regards Larry Edited By Larry Coleman 1 on 08/01/2015 11:04:35 |
| Thread: Lathe Tools |
| 08/01/2015 10:11:39 |
Pip Good to hear you are having a go at lathe work. As a toolmaker with forty years behind me what the other posts have told you could not be more correct. HSS tools for machining is all you need but tungsten is an advantage on cast iron due to its ware resistance. Now what some people don't know is you need a very fine diamond wheel to get a tungsten tip really sharp. Yes you can use a green wheel and if you do have a look at the tip under high magnification you may realize what a rough edge you have just produced. Have a good look at a new tungsten tip and look at the radius at the front. That is the secret to a good finish. Now when you grind up your HSS tool use a fine oil stone and stone a radius around the front. This radius may only be a couple of thousandths but it makes all the difference. Try what is called a water finish, Put the lathe is back gear and don't change your feed. Put on a five thou cut and engage your feed. Now you must have heaps of fluid running over the HSS tip. It will take a long time to cut two inches but the finish is well worth it. HSS will do 95% of all your turning. Larry
Edited By Larry Coleman 1 on 08/01/2015 10:23:55 |
| Thread: Parting On a Hobby Lathe |
| 08/01/2015 09:20:37 |
David It really doesn't have a lot to do with skill. It has more to do with how rigid your lathe is and the shape of the tool tip. If you consider the job at hand!!! You have a rotating piece of steel and a tool which creates a cavity trap for the shaving, Then a reducing rotational cutting speed. That is a lot of parameters to request from a small lathe. I have quiet a large lathe and I still have the odd foul up. Now you would think after forty years as a Toolmaker I should have it down pat but I have resolved that the power hacksaw is the best option. I am brave enough to admit you are not the only one with this problem so don't think it is just you. Larry |
| Thread: Lister Diesel Engine |
| 08/01/2015 02:45:21 |
Ian I have been told many times about burying castings and apparently It was practiced prior to WW2 but I can find no evidence of the practice. What I would like to see is a picture of the burial pad. Now the men who told me about the practice were old engineers when I worked for Hawker De Haviland in the seventies. Apparently the castings would absorb minerals from the ground which would in turn relieve stress points in the casting. I wonder if some foundry engineers would know about the process. Larry |
| Thread: Lister cast piston |
| 04/01/2015 13:28:23 |
|
| 04/01/2015 13:13:55 |
Ian & Martin The subject you have raised is very important and is worth mentioning. Some of us are very aware of the dangers of working around hydraulic hoses & diesel injectors. But some are not !!!!!!! The thing that was always pounded in to me when working in those environments was eye protection. One thing not mentioned was super heated steam leaks because super heated steam is invisible and apart from the noise of a leak it is still very dangerous. Well done lads it is the old men of the industries obligation to pass on their knowledge. That brings back memories of when I worked for Coca Cola in Cairns we had very big flood cooling Ammonia plant and tucked away in the corner of the compressor room was a cylinder of chlorine gas for the water purification plant. This gas was lethal and if you had a leak and you breathed it you would be unconscious very quickly. My apprentice went in to check an ammonia compressor and I went to get some tools. When I come back he was unconscious on the floor so I grabbed his arms and dragged him outside on the footpath where he eventually regained consciousness. That is how easy it was to get killed so from then on we always worked in that room with the second person standing at the door in visible line of sight. Buy the way ammonia leaks always stay at ground level and you feel it at the back of your knees first and if its deep it stings the crown jewels' and I mean stings. It is never unreasonable to pass on that sort of knowledge. I commend you. Larry
Edited By Larry Coleman 1 on 04/01/2015 13:17:47 |
| 04/01/2015 05:14:28 |
Patrick Why not try and machine a press in skirt and make it so you can put in some steel rivets because it will vary in operation temperature so you will have to put some rivets. Now I don't think you will need all the skirt inside dia for conrod clearance. maybe make the skirt from bronze. Just a suggestion and welcome to the prangs dings & scratches club. If you haven't stuffed up you haven 't made much. Larry |
| Thread: Need for recomandations on cut off or parting tool |
| 04/01/2015 04:46:04 |
Steve Parting tools have been a problem for years. In the tool room we were always parting of tool steel so you had plenty of water on the job and we just waited for the bang. But when we got the angle tool we never broke a tip. The tips were silver soldered so we kept spares. But the tool was spring steel. I still think the power hacksaw is easier. Maybe some of the CNC machine dealers might have some real smicko tooling. Also I have found that parting close to a collet you have less bangs. Regards Larry |
| 04/01/2015 04:34:45 |
Vic When I made my parting tool holder I used one just like the picture But I think the angle was more than 45 deg and the tool was spring steel. I think the idea was that if the tool jammed it would move away from the job and relieve the pressure. the tool in the picture is HSS and is not springy enough but it still works better than the tool being horizontal. Now I have used a tool which was marketed in the seventies and it was brilliant but I have never seen one since.Maybe eclipse are still making them. the spring action is the secret. It also had a tip with a little circle cut into the tip to fold the shaving. Larry
Edited By Larry Coleman 1 on 04/01/2015 04:35:54 |
| Thread: Lister Diesel Engine |
| 03/01/2015 23:01:52 |
John Yes I was wondering where you were, so how is life in NZ from all I have seen on TV it is a beautiful country. That engine would of had two long con rods. I have never seen one and I think they would be a fitters nightmare. What did you think of that big steam generator. It would have been at least forty feet high. Larry Edited By Larry Coleman 1 on 03/01/2015 23:04:32 |
| 03/01/2015 16:28:54 |
Engine with single crank.
|
| 03/01/2015 16:10:50 |
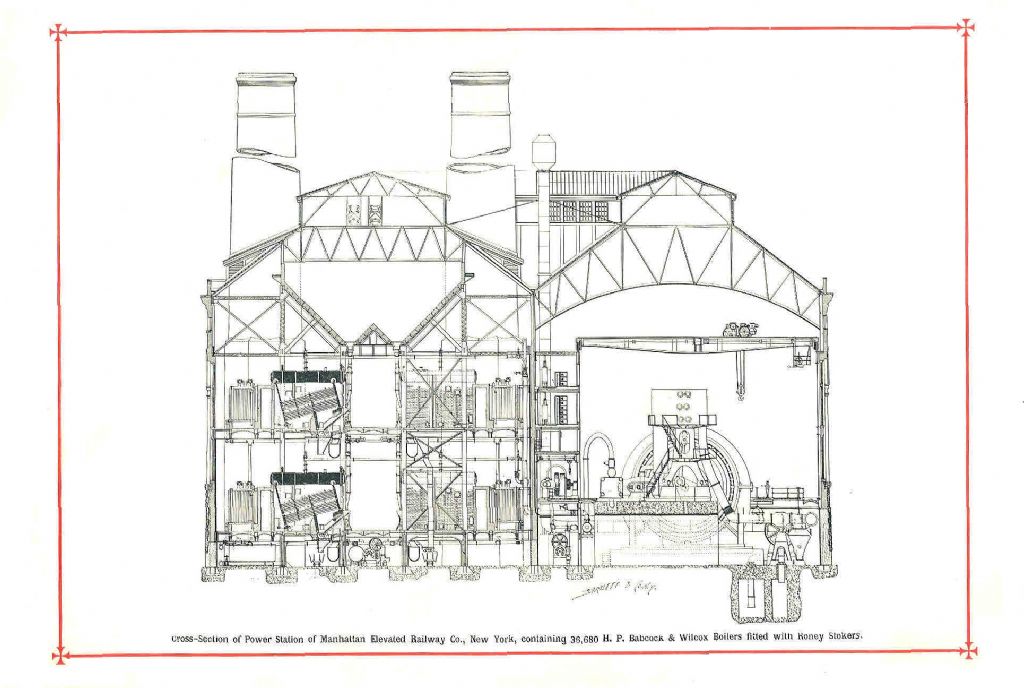
This is the picture and the man is on the bottom right standing on the hand rail platform. That steam engine was a big baby driven by eight boilers.
Edited By Larry Coleman 1 on 03/01/2015 16:14:14 |
| 03/01/2015 16:04:45 |
By the way lads I have some very old books here some dating back to 1906 and they have all the design criteria for diesel engines so don't hesitae to ask me. My prize posession is the Babcock and Wilcox 1906 boiler design book which was given to me by Bob Ford who was Frank Whitles research assistant in the UK when they developed the jet engine. On one of the pages there is a picture of Manhattan power station which I will post for you. To give you an idea of size have a look at the man on the hand rail on the bottom right. Larry Edited By Larry Coleman 1 on 03/01/2015 16:15:18 |
| 03/01/2015 15:46:10 |
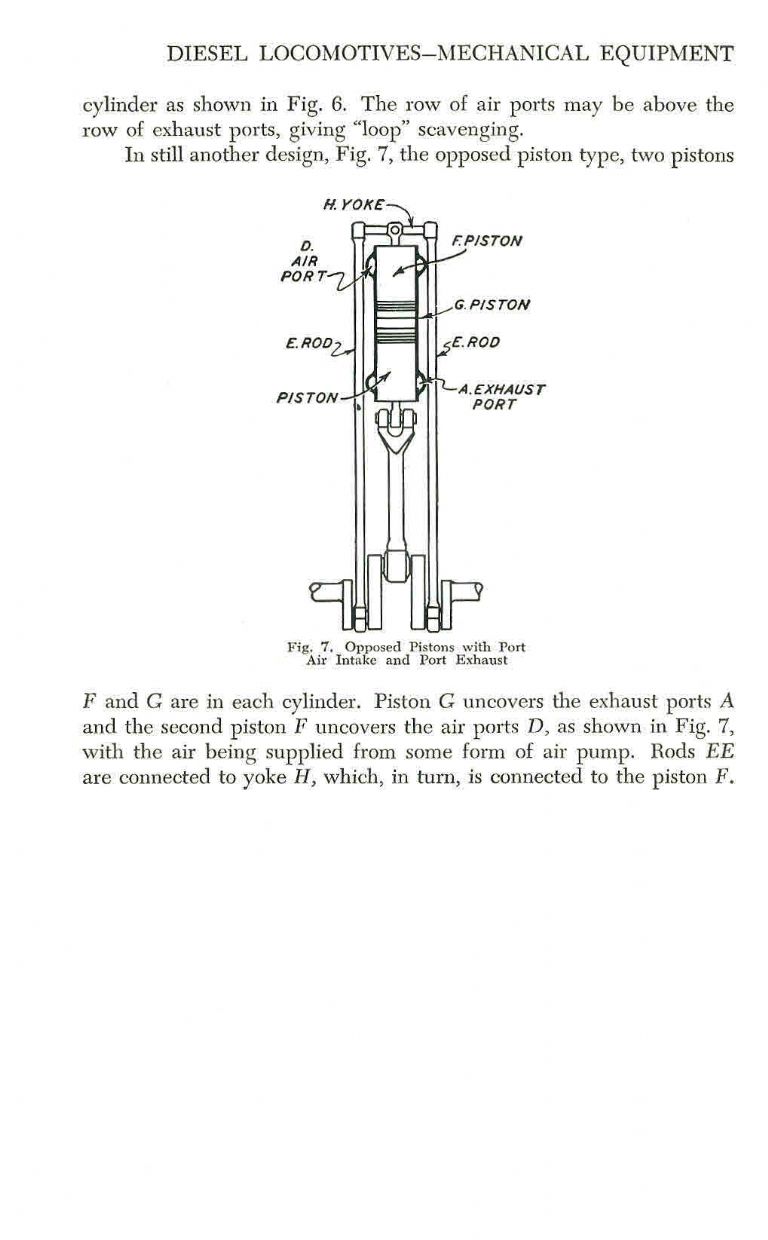
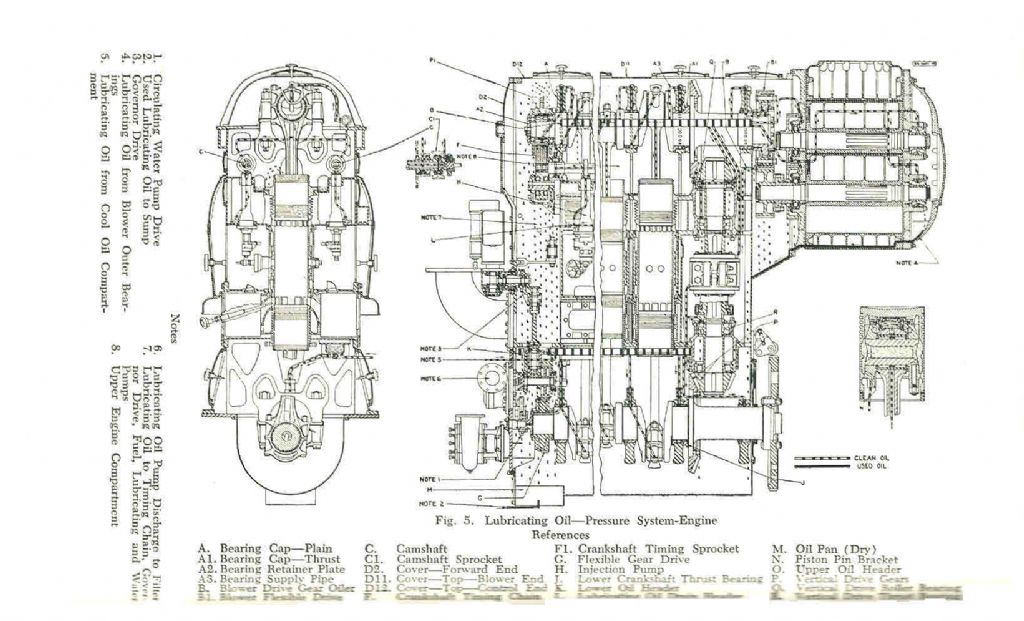
I had a look at that link Eric and it might be the same as the Fairbanks Morse engine. I have a book on diesel locomotive engines so I scanned the Fairbanks Morse. Its got all the loco engines and was printed in 1943. |
| Thread: Parting On a Hobby Lathe |
| 03/01/2015 13:14:21 |
One easy solution is a power hacksaw. I am surprised how many people tend to go for a bandsaw. Just take the bar out of the lathe and wack it in the power hacksaw. I have used that type of parting tool with the replaceable tips. When I was an apprentice our workshop had those 45 Deg parting tools but they had a spring steel blade with a replaceable tip and regardless of how hard you wound the cross slide you could not jam it. that tool I made holds the tool to ridged and when I get some spare time I will make a spring steel tool with a solder in tip. Does anyone know if you can buy them now. Larry Edited By JasonB on 03/01/2015 13:23:35 |



Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!