Member postings for Larry Coleman 1
Here is a list of all the postings Larry Coleman 1 has made in our forums. Click on a thread name to jump to the thread.
| Thread: Forgotten engineering techniques |
| 18/01/2015 13:23:30 |
Jason When we did the long shafts we checked it evry foot to identify where the bend actually is and we would straiten it. Then we would machine the end tapers remove the steady and do a second straitning. After that we would replace the steady and do the finish cuts on the ends. the drive flange face would be fitted and machined on the shaft And that days work would cost the customer $6000. Then the propellor would be scraped on. Larry |
| 18/01/2015 13:12:26 |
Jason Yes the hot spot is very small in relation to the shaft dia. With smaller dia shafts eg 2"dia it would be about a quarter of an inch. On the big lathes we used in the ship yards they had an inch button. It turned very slowly and was quite controllable because of the automatic brake on the spindle. If you turned the shaft to fast it would brake loose because there was to much pressure on the centre. What I have described takes a bit of practice so don't be to wild with the heat. When you apply the heat you will see the shaft rise and when you hit it with the coolant it flys back quite suddenly. I have done some small shafts and it will work but you have to be quick. Larry |
| Thread: Lathe Size |
| 18/01/2015 12:57:58 |
This lathe I bought in 1967. Apart from a dulux overhaul it is still a very good machine. |
| 18/01/2015 12:55:04 |
Bob So you understand what I am saying about the ware in the screw cutting shaft if you don't have that key to drive the feed mechanism. some of the older lathe's like the Myfords & the Hurcus only has a screw shaft to drive all the feeds. I am not talking about your lathe which I have never seen so how about showing me, I have been to many model engineer clubs here in Australia and you have old men hanging on to their old machines because they have not kept up with the new equipment and are defending their lathes because they can not afford a new one and are resistant to change. I have been a machinery importer for a while and some of the new equipment is very good. Have a look at my Album. Larry |
| Thread: Forgotten engineering techniques |
| 18/01/2015 12:23:37 |
Hey fella's Yes tapping of small threads are scarey but I learned somthing about taps in a sheet metal shop when I was an apprentise. There are taps and then there are taps. The tap to buy is called a gun tap and only has two flutes. These taps are made to be used in a power driven tapping head in a drill press. Try and get a gun tap and with the right tapping compound it is chalk and cheese compared to the three & four flute taps. Also the best oil if there is no other try 80 grade diff gear oil. Larry |
| Thread: Lathe Size |
| 18/01/2015 08:07:33 |
Hey Bob You seem to be on another planet ! Your not a Myford lover are you? No insult intended. The reason I said Minimum 25 mm spindle whole is because a lot of small pistons for small stationary engines are about .750 to 1" Dia and it means you can place a bar in the lathe with out ending up with all those small short lengths. Yes swing is important and you will find that the bigger the swing the bigger the chuck. Lets not get into gapped beds. In regards to hardened beds. A machine with a soft bed that is rarely used will not have much ware but have a close look near the chuck and you will normally have small dings where either the chuck has been dropped or a small job has dropped on it. Now most clever people use a special board on the bedway when changing chucks. And if you use a tool post grinder and you don"t cover you bed the lapping paste will form and the soft bed suffers. I have had two lathes with a hardened bed for over twenty years and is still accurate, Apart from the time I slipped with the hacksaw and ripped of all the teeth on the blade. Did not harm the bed. Bob I am surprised you say a Norton gearbox is not essential. The alternative is changing gears on the drive train for all the different thread pitches. Now be sensible if your screw cutting feed shaft is also your slide feed shaft it will get very sloppy close to the chuck. The best machine is fitted with a screw cutting shaft and a feed shaft. Have a good look at a Colchester and the third shaft is for on off lever to start and stop the machine. The feed shaft provides drive to the longditudinal & cross feeds you don't have a feed shaft for each purpose. In regards to V belts, try looking in a bearing supplier or hardware shop they will always be new ones. Don't get me wrong the Myford lathes are a nice little machine and the turret from the Milro turret lathe will bolt strait on to the old flat bed models. I also like the little Hurcus. So if you have the time to muck around with gears when changing thread pitches and when it comes to large face plate jobs you use your mates big lathe get a small one. But the lathe you buy when you first start out will be with you until you either have the money to up grade or get put into a pine box. The Chinese lathes are not to bad, I have one and there cheap. One thing most people do not know is that some chinese lathe manufacturers are US companies set up in China. Later I will post some pictures. Larry.
|
| Thread: Forgotten engineering techniques |
| 18/01/2015 07:04:56 |
Well Andrew. Don't look at what was written try reading it So you have a propeller shaft ten feet long and you set it up in the lathe between a chuck and live tail stock centre but it tends to sag. You have to get it running with less than two thou run out. You carefully dial the run out every foot and find the place the run out is highest. Then you carefully turn the shaft to the high point is up to the dial. Now here you may think a big hydraulic press may come into play.... Wrong" the shaft never leaves the lathe until complete. You get an oxy cutting torch and heat a small spot about one inch dia to cherry red and then hit it with as much coolant as you can. The shaft cooling happens that fast it bends the shaft past its original point. This process is a bit of a hit and miss process but it works. After a bit of experience you get good at it. When I worked in the ship yards we did shafts up to fifteen feet long and eight inches in diameter. Although we had a two hundred ton hydraulic press it was never used to straighten prop shafts. Now the point I am making here is it can be applied to small shafts as well and it works but you will have to experiment to get good at it. Once the shaft run true the sag was then lifted with a fixed steady to machine the taper at the ends for the coupling and propeller. Now in this case we were using a thirty foot Pareeba lathe but the same principle can apply to a small shaft as well. Once the tapers were finished and the shaft checked for straitness they were wrapped in fibre glass matting to prevent oscillation and corrosion at high revs. If you try this out the heat must be applied quickly and you don't heat the whole area and if you try it on small shafts you must redce the size of the spot on top of the shaft and only heat the top. The shaft will react by bending up when heated but it will return very quickly. All Navy patrol boat shafts we made were constructed this way. Let the scepics begin.!!!! Larry
|
| Thread: Lathe Size |
| 17/01/2015 14:19:27 |
Rob A Lathe is your most important purchase for your workshop and if it is too small or not rigid enough you will pay the price in the future. I can not see the fascination with the small Myford lathes. They are a nice little lathe but if you start to make large parts they will do some things but you will be limited by the spindle bore size. I have a Taiwanese lathe and a Chinese lathe, The TI lathe has a spindle bore of 25 mm and a 6" chuck. The Chinese lathe I imported from china and has a 36 mm spindle bore 8" chucks. Both machines have cutting fluid pumps. By the way that TI lathe I bought in 1975 and it is still as good as the day I bought it. Now here are some features you should look for: Minimum 25 mm spindle bore. 6" to 8" chuck. Flame hardened bed. Norton gearbox for cutting threads. Separate longitudinal & cross feed shafts. A lathe using the screw cutting shaft for Longitudinal feed will ware later on and hinder screw cutting accuracy. Longitudinal & cross feed. Now the choice between geared head and belt driven head. Belt driven head is best. When you have trouble with a geared head machine some time down the track you may find it hard to get replacement gears. V belts are easy to find. Distance between centre's can be a consideration when machining long shafts. You will need fixed steady, Face plate and live tail stock centre. Consider getting a quick lock tool head or a box tool head if to expensive for you. If you can get a decent lathe in the begriming you will find the hobby interesting. Regards Larry |
| Thread: Forgotten engineering techniques |
| 17/01/2015 11:01:56 |
Can any one tell me how to straiten a four inch solid shaft ten feet long. Tolerance .002" Larry Edited By Larry Coleman 1 on 17/01/2015 11:03:03 |
| 15/01/2015 14:33:29 |
Well I really think the discussions are suffering from TMI. The purpose of this thread is to assist the introduction of unskilled people into the hobby. That does not mean people are uneducated and it really means that some people are inexperienced in the field of Machining. As an engineer and toolmaker I have no knowledge of foundry work because that is a field I have never tried or had any experience in. I like the mention of using coconut oil and I am going to try that. Andrew I like you cylindrical grinder. I suggested buying screw presses and that was to encourage new people setting up there workshop to consider what can be done with them. No reply ! I have been getting some good laughs at some of the comments but with all the TMI we may be scaring away the very people we are trying to encourage. I still think Mr Gates has a lot to answer for, I have no hair because of him. One thing worth mentioning is I believe Garden Island dock yard has been shut down and I think Cockatoo is also. Most of the big industry in Australia like AWA, WRE ( Weapons Research Establishment in SA ) Phillips and a lot of Hawker factories have vanished. One thing that is worth noting is, In the seventies I visited a plywood factory in the Sydney western suburbs called Ralph Simons Plywood and inside the factory tucked up into the roof was the molds for the WW2 Mosquito which was manufactured in Aust for the war. A complete ply aircraft. My how things have changed. Larry Edited By Larry Coleman 1 on 15/01/2015 14:39:04 |
| 14/01/2015 09:21:28 |
One thing I forgot to mention was there are a lot of screw presses around very cheap and if you come accross one cheap. They are good for pushing bearings and you can make punch sets for sheet metal as well as V dies to bend sheet metal for loco cabs. I also use mine for punching boiler plates. See album Larry Edited By Larry Coleman 1 on 14/01/2015 09:23:05 |
| 14/01/2015 09:16:28 |
In regards to making a cylinder square I made my first one on the lathe and at the same time aligned my lathe spindle. The most important thing before facing the ends is the job must be parallel and that determines the accuracy. If the diameter is parallel then carry out a water finish. I am lucky enough to have a surface grinder which I constructed a cylindrical grinder attachment and I will post a pic for you later. That coconut oil sounds good and when I am in town next I will buy some and try it. Go for it Chris I use my cylinder squares all the time to check my squares when I drop them. Ounce you get the cylinder square right keep it in a cupboard. The reason I mentioned spotting screws was for the beginner. I am pretty sure you old guys know what they are. now to check your CS is to reverse the square and if you get the same result your square is ca put. That small square in the picture was made by me and it is hardened. The surface grinder helps when you are making things. Here's one for you blokes I found an old copper reverberating furnace in the bush at an old mine site. I found out that it was built in 1864. I picked up a piece of one inch by one inch steel bar which was used in its construction. Now that bar had very little rust on it and appeared to be forged. Now I have seen this on many occassion.After 151 years of being out in the weather you would think it would be dust but that old steel seems to have a super survival rate. On another occasion I saw old skip rails used in a concrete dam wall which had been there for over one century. I wonder what those old blacksmiths new that I don't. Don't say stainless steel because its not. Also I have made a deviding table for my Adept shaper and it works well. But I got no where with my Theil 3 filing machine pics in album. Larry |
| 13/01/2015 12:44:59 |
Well I have enjoyed the last posts Believe it or not only engineers think like you have all done and I am refreshed to see you all have different opinions but at the end of the day we all pretty much think alike. Andy nailed it and is right on the money we are doomed but in our world the pleasure is making something. Anyway I spent a lot of time scrapeing propellors on to large shafts and believe me I enjoyed it. Scraping of lathe slides is a talent and its done to prevent them from siezing. in the scrapes oil remains. Also honing cylinder bores prevent glazing. All in all a very usefull skill. Now spotting screws are a big assett in a machine shop, do you know what they are? I will have to take a picture to show you my set. They can be made very easy. Also my number one computer crashed and this one is number 2 so if I disapear you will know why. I really have it in for Bill Gates. Danny your friend worked it out in the end and your right. Andy I am still wondering about that Machedy. Larry Edited By Larry Coleman 1 on 13/01/2015 12:47:48 |
| 12/01/2015 15:00:35 |
Getting back to machining that beer lathe coolant is a good Idea I like that. |
| 12/01/2015 14:55:15 |
Now that I have thrown the pebel in the pond I will tell you about something that happened here just recently. In a city called Gladstone they were dredging the port for a big LPG gas loading facility for ships. Now that same port is a coal loading facility and has been for years. One of the problems was that black coal dust was found on the roofs of homes as well as landing in the water. When they started dredging the harbor fish were being caught with red spots or blood spots. Some of the local fisherman ended up in Hospital with what was called fish handlers disease. I was at the uni one day and a professor told me to contact Professor Schindler in the US because they had the same problem near a shale oil project in Canada. So out of curiosity I did get in contact with him and he told me the fish disease was Vibreosis ( Common name is cholera ) this is a notifiable disease and the alarm bells should have been ringing laud. Now I kicked up one hell of a stink at a public meeting here in Rocky and no one would listen. I decided to do some more home work and I contacted a marine biologist close here that I knew personally and asked the question. Was that disease Vibreosis or have I got it wrong. The answer was. You must realize that my funding comes from the Government and I can not speak out on that issue. That disease which had the potential of killing hundreds of people and wiped out the fishing industry there was never reported. Because of the dollar factor. Edited By Larry Coleman 1 on 12/01/2015 15:21:05 |
| 12/01/2015 14:17:07 |
Lofty & John did you see those pictures of the cylinder squares I made here. The small on was machined on my lathe then I case hardened it. Placed it on a mandrel and cylindrical ground it on my surface grinder. the second one the bigger of the two was turned on my lathe no hardening no grinding. The point I was trying to get across was if the outside diameter is parallel and the end machined in the same setting because it rotates it is perfectly square. It does not have to be hardened and ground but it is a plus. Now piston gudgeon pins are usually not ground at the ends but would still be very close. I think they would be centreless ground. Now in regards to the Asbestos debate I was involved in a union enquiry here in Aust. I have never heard so much Torres excreta in my life. I will try and get the quote for you but the joint action was a group of people reading from a script to extract money from the asbestos industry. What about Silicosis. You breath silica when you drive down a dirt road. Fibre glass fibres still in use today Cement powder you live in cement houses. plastisisers which are carcinogenic Your car is full of it. Breathing Oxygen will oxidize your tissue and eventually kill you. My what a bunch of scared little rabbits we are !!!!!!!!!!!! I suppose nuclear power scares us to but if we still keep pumping CO2 into the atmosphere some more trees will grow. One major VOLCANO brings that undone in a day. Then theres the ultimate crap of all time Ta Da "Climate change" and "Global warming" What a load of absolute crap. The whole thing is designed to employ scientists to try and find a saviour that is impossible to find. The climate has been changing for millions of years. And the global warming theory is what it is, A THEORY, Do you know how to find a uranium mine. Answer with a gieger counter. So why not put the waste back down the mine it came out of. Now don't take offence with any thing I have just said because that is only my opinion and is not meant to ridicule any one. Larry |
| 11/01/2015 20:37:41 |
Ouballie Back in the old days you were tested on how much you can remember not your actual ability. Now at the uni here they have a system called Project Based Learning and your final pass & fail is based on what you did through the year. Its a good system. Dusty & Jason Stepped drills are really good but I I don't have one and I only brought that trick up so we can pass it on to the new people taking up the hobby. If you are just taking up the machining hobby I believe it is our obligation to assist you if you need help. Lofty Yes I am well aware of scribe and reverse but you will never get a better reading than a cylinder square and looking at the blade against a light source. Cylinder squares are easy to make on the lathe and if you have time to spare providing the OD is parallel and you machine the end in the same setting you can not miss. In regards to the lard I remember that being used with my grandfathers pipe threading machine for gal pipe and it worked well. I don't know what is in the new tapping grease but it really stinks it may be lard but I think it also has a sulfur additive. Larry |
| 11/01/2015 12:32:42 |
Here's one for you. When I worked in the ship yards we used to hang our old files in the salt water on a wire to sharpen them. The electrolysis would remove the pinned material and eat the teeth fairly evenly then we would use them again. The wire must be grounded. And it is not perfect but it works OK. Michael I was talking to Howard yesterday and he uses power transmission fluid on his auto lathes as a coolant and apparently its flammability is not so risky. Larry |
| 11/01/2015 12:18:09 |
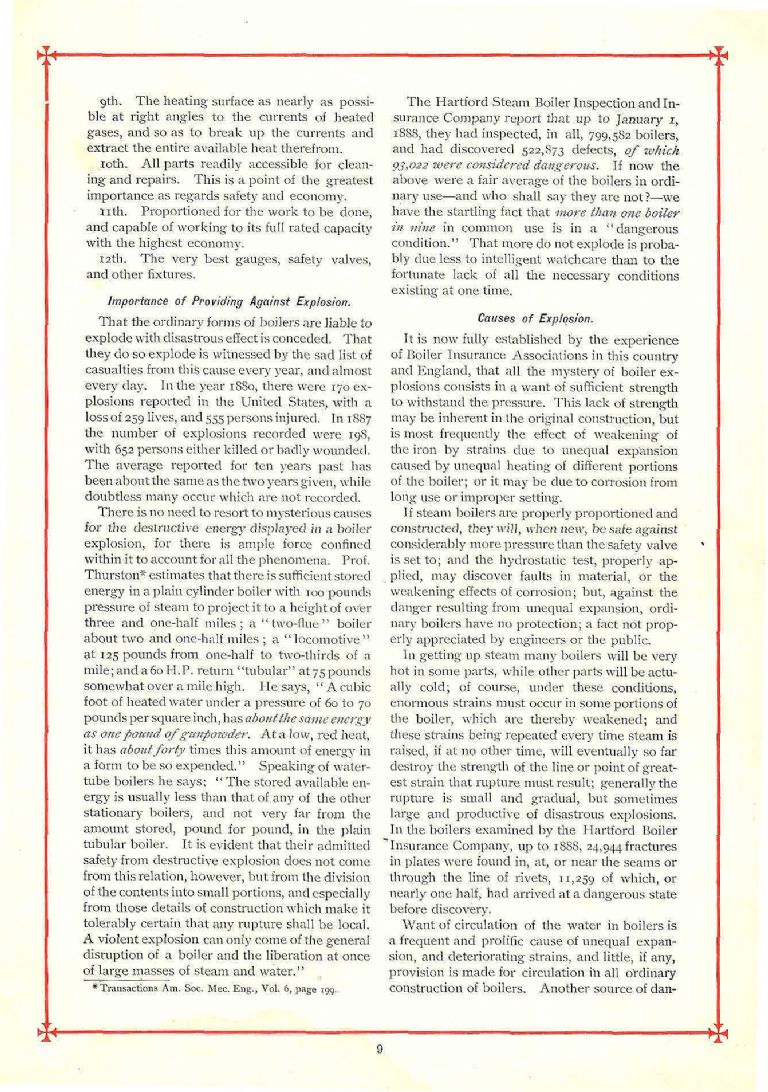
Yes I found the old workshops and factories fascinating. What did you think about that page on the force of boiler explosions. Three and a half miles would have been a big bang. One thing you have in the UK & Europe is some of the old machinery has been saved but Australia does not have that history because we convicts have only been here for 200 years. I would really love to visit the UK one day and visit the museums. Some of the old castles and archeology like Stone Heng must be real spooky. The engenuity invested in some of those old steam pumps would have me gob smacked. In regards to drilling with that concave drill that works but it dosn't when you have an existing hole or pilot hole. One thing I found facinating was lead wiping car panels instead of plastic bog. It never rusted out and is not done today. Larry |
| 11/01/2015 04:21:05 |
|


Magazine Locator
Want the latest issue of Model Engineer or Model Engineers' Workshop? Use our magazine locator links to find your nearest stockist!
Sign up to our Newsletter
Sign up to our newsletter and get a free digital issue.
You can unsubscribe at anytime. View our privacy policy at www.mortons.co.uk/privacy
Latest Forum Posts
- hemingway ball turner
04/07/2025 14:40:26 - *Oct 2023: FORUM MIGRATION TIMELINE*
05/10/2023 07:57:11 - Making ER11 collet chuck
05/10/2023 07:56:24 - What did you do today? 2023
05/10/2023 07:25:01 - Orrery
05/10/2023 06:00:41 - Wera hand-tools
05/10/2023 05:47:07 - New member
05/10/2023 04:40:11 - Problems with external pot on at1 vfd
05/10/2023 00:06:32 - Drain plug
04/10/2023 23:36:17 - digi phase converter for 10 machines.....
04/10/2023 23:13:48 - More Latest Posts...
- View All Topics
Support Our Partners



Shopping Partners
Subscription Offer

Latest "For Sale" Ads
- Reeves** - Rebuilt Royal Scot by Martin Evans
by John Broughton
£300.00 - BRITANNIA 5" GAUGE James Perrier
by Jon Seabright 1
£2,500.00 - Drill Grinder - for restoration
by Nigel Graham 2
£0.00 - WARCO WM18 MILLING MACHINE
by Alex Chudley
£1,200.00 - MYFORD SUPER 7 LATHE
by Alex Chudley
£2,000.00 - More "For Sale" Ads...
Latest "Wanted" Ads
- D1-3 backplate
by Michael Horley
Price Not Specified - fixed steady for a Colchester bantam mark1 800
by George Jervis
Price Not Specified - lbsc pansy
by JACK SIDEBOTHAM
Price Not Specified - Pratt Burnerd multifit chuck key.
by Tim Riome
Price Not Specified - BANDSAW BLADE WELDER
by HUGH
Price Not Specified - More "Wanted" Ads...
Get In Touch!
Do you want to contact the Model Engineer and Model Engineers' Workshop team?
You can contact us by phone, mail or email about the magazines including becoming a contributor, submitting reader's letters or making queries about articles. You can also get in touch about this website, advertising or other general issues.
Click THIS LINK for full contact details.
For subscription issues please see THIS LINK.
Digital Back Issues




Donate

 Register
Register Log-in
Log-inModel Engineer Magazine
- Percival Marshall
- M.E. History
- LittleLEC
- M.E. Clock

ME Workshop
- An Adcock
- & Shipley
- Horizontal
- Mill

Subscribe Now
- Great savings
- Delivered to your door

Pre-order your copy!
- Delivered to your doorstep!
- Free UK delivery!